
Wał korbowy
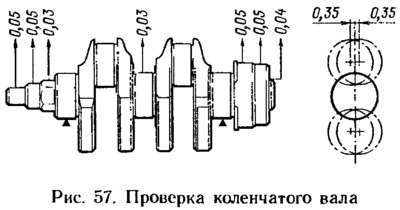
Sprawdź wał korbowy. Pęknięcia w dowolnym miejscu na wale korbowym są niedozwolone. Na powierzchniach stykających się z krawędziami roboczymi uszczelek niedopuszczalne są rysy, otarcia i zagrożenia. Wał korbowy montuje się skrajnymi czopami głównymi na dwóch pryzmatach, a bicie sprawdza się wskaźnikiem w miejscach wskazanych na rys. 57. Liczby na rysunku pokazują dopuszczalne wartości uderzeń i przesunięć szyj.
Zmierz średnice czopów głównych i korbowodów. Szyjki należy przeszlifować, jeżeli po zamontowaniu nowych tulei szczelina w którymkolwiek łożysku głównym przekracza 0,11 mm, a w łożysku korbowodu 0,10 mm, a także jeśli owalność szyjek jest większa niż 0,03 mm i występują zadrapania i zagrożenia na nich. Średnice szyjek o normalnej wielkości podano w patka. 2. Średnice szyjek rozmiarów naprawczych (zmniejszona o 0,25; 0,5; 0,75; 1,00 mm) są równe odpowiednio dla rdzennych: 50,569 -0,02; 50,319 -0,02; 50,069 -0,02; 49,819 -0,02 mm, a dla korbowodów: 47,60 -0,02; 47,35 -0,02; 47,10 -0,02; 46,85 -0,02 mm.
Zmiel szyje ze spadkiem do najbliższego rozmiaru naprawy.
Odległość między osiami korbowodu a czopami głównymi powinna wynosić 35,5+0,025 -0,05 mm (skok 71+0,05 -0,1 mm), a promienie zaokrągleń szyjek mieszczą się w granicach 1,8–2 mm.
Po szlifowaniu owalność i zbieżność czopów głównych i głównych nie powinna przekraczać 0,005 mm, a przemieszczenie osi czopów korbowodu od płaszczyzny przechodzącej przez osie korbowodu i czopów głównych powinno mieścić się w granicach±0,35 mm (patrz ryc. 57). Aby to sprawdzić, zainstaluj wał z skrajnymi czopami na pryzmatach i ustaw wał tak, aby oś czopów korbowodu pierwszego cylindra znajdowała się w płaszczyźnie poziomej przechodzącej przez osie czopów głównych. Następnie wskaźnik sprawdza przemieszczenie w kierunku pionowym czopa korbowodu drugiego cylindra względem czopa korbowodu pierwszego cylindra. Po wyszlifowaniu szyjek wypoleruj je pastą diamentową lub pastą GOI.
Po wyszlifowaniu i późniejszym wykończeniu szyjek korki kanałów olejowych są usuwane, a następnie wybijane są gniazda korków frezem A.94016/10, zakładanym na wrzeciono A.94016. Wał korbowy i jego kanały są dokładnie myte w celu usunięcia pozostałości ściernych i przedmuchiwane sprężonym powietrzem. Trzpień A.86010 wciśnij nowe korki (po uprzednim nasmarowaniu gniazd korków szczeliwem UG-6) i wybił każdy w trzech punktach środkowym stemplem.
Na pierwszym policzku wału korbowego zaznacz wielkość redukcji czopów głównego i korbowodu (na przykład K 0,25; Ř 0,50).
Wstawki
Na wkładkach nie można dokonywać żadnych regulacji. W przypadku zarysowań, zagrożeń lub rozwarstwień warstwy przeciwciernej wymienia się je na nowe. Jeśli podczas sprawdzania tulei okaże się, że ich dalsze użycie jest możliwe, wówczas sprawdzana jest szczelina między nimi a czopami wału korbowego.
Szczelinę można określić obliczeniowo, mierząc średnice szyjek, łóżek pod wkładkami i grubość wkładek. Jeśli prześwit przekracza maksymalne dopuszczalne (0,1 mm dla korbowodu i 0,15 mm dla czopów głównych), wymień wkładki na inne o zwiększonej grubości po przeszlifowaniu szyjek. Oznaką prawidłowego montażu i spasowania szyjek z odpowiednimi tulejami jest swobodny obrót wału korbowego.
Odporne półpierścienie. Podobnie jak w przypadku wkładek, na półpierścieniach nie można wykonywać żadnych operacji pasowania. W przypadku zarysowań, zagrożeń i rozwarstwień półpierścienie należy wymienić na nowe. Półpierścienie są również wymieniane, jeśli luz osiowy wału korbowego przekracza maksymalne dopuszczalne 0,35 mm. Nowe półpierścienie dobierane są o grubości nominalnej lub powiększonej o 0,127 mm w celu uzyskania luzu osiowego w zakresie 0,06-0,26 mm.
Luz osiowy wału korbowego sprawdza się za pomocą wskaźnika (patrz sekta. «Montaż silnika»).
Koło zamachowe
Sprawdź stan koła koronowego, a jeśli zęby są uszkodzone, wymień koło zamachowe. Powierzchnia 1 (Ryż. 58) koło zamachowe przylegające do kołnierza wału korbowego oraz na powierzchni 3 pod tarczą sprzęgła rysy i otarcia są niedopuszczalne. Niepłaskość powierzchni 3 nie powinna przekraczać 0,05 mm.
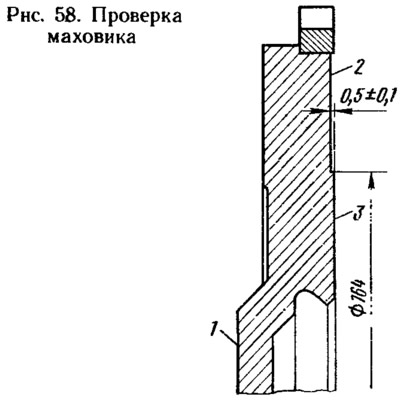
Rysy i otarcia na powierzchni 3 są usuwane przez rowek, usuwając warstwę metalu o grubości nie większej niż 1 mm. Jednocześnie obrabiana jest również powierzchnia 2, bez wpływu na wieniec zębaty i zachowanie rozmiaru (0,5±0,1) mm. Podczas toczenia należy zapewnić równoległość powierzchni 2 i 3 względem powierzchni 1. Dopuszczalna nierównoległość wynosi nie więcej niż 0,1 mm.
Zamontować koło zamachowe na trzpieniu, centrując je wzdłuż otworu montażowego z naciskiem na powierzchnię 1 i sprawdzić bicie płaszczyzn 2 i 3. W skrajnych punktach tych płaszczyzn wskaźnik nie powinien wykazywać bicia przekraczającego 0,1 mm.