
Цранксхафт
Прегледајте радилицу. Пукотине било где на радилици нису дозвољене. Огреботине, огреботине и ризици нису дозвољени на површинама које се спајају са радним ивицама кутија за пуњење.
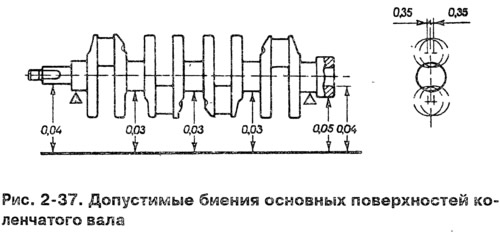
Уградите радилицу са крајњим главним рукавцима на две призме (пиринач. 2-37) и проверите индикатор откуцаја:
- коријенски вратови (не више од 0,03 мм);
- слетне површине за ланчаник и лежај погонског вратила мењача (не више од 0,04 мм);
- површина за спајање заптивки (не више од 0,05 мм).
Измерите пречнике главне и клипњаче. Вратове треба брусити ако је њихово хабање веће од 0,03 мм или овалност врата веће од 0,03 мм, као и ако на врату има огреботина и трагова.
Брусите вратове са смањењем пречника до најближе величине поправке (пиринач. 2-36).
Приликом млевења одржавати димензије филета вратова, сличне онима назначеним на пиринач. 2-36 за нормалне величине радилице. Овалност и конус главних и клипних носача након брушења не би требало да буду већи од 0,005 мм.
Померање оса клипњаче од равни која пролази кроз осе клипњаче и главних клипњача након брушења треба да буде у границама±0,35 мм (пиринач. 2-37). За проверу уградите вратило са крајњим главним рукавцима на призме и поставите осовину тако да оса клипњаче првог цилиндра буде у хоризонталној равни која пролази кроз осу главних рукаваца. Затим помоћу индикатора проверите вертикално померање радилица 2., 3. и 4. цилиндра у односу на осовину 1. цилиндра.
Након брушења вратова, полирајте их дијамантском пастом или ГОИ пастом.
Након брушења и накнадне завршне обраде грла, уклоните чепове уљних канала, а затим обрадите утичнице чепова резачем А.94016/10, ставите на вретено А.94016. Темељно оперите радилицу и њене канале да бисте уклонили остатке абразива и дувајте компримованим ваздухом. Користећи трн А.86010, утисните нове чепове и обележите сваки у три тачке централним ударцем.
На првом образу радилице означите количину редукције главног и клипњача (на пример, К 0,25; Ш 0,50).
Умеци
Не могу се вршити подешавања на уметцима. У случају огреботина, огреботина или раслојавања, замените облоге новим.
Размак између облога и рукаваца радилице се проверава прорачуном (мерење детаља). Погодно је користити калибрирану пластичну жицу да проверите зазор. У овом случају, метод верификације је следећи:
- темељно очистите радне површине уметака и одговарајући врат и на његову површину ставите комад пластичне жице;
- на врат уградити клипњачу са капом или капом главног лежаја (у зависности од врсте провереног врата) и затегните навртке или завртње. Затегните матице вијака клипњаче на обртни момент од 51 Нм (5,2 кгф м), а вијци капица главних лежајева - са обртним моментом од 80,4 Н м (8,2 кгф м);
- скините поклопац и помоћу скале одштампане на паковању одредите величину зазора изравнавањем жице (пиринач. 2-38).
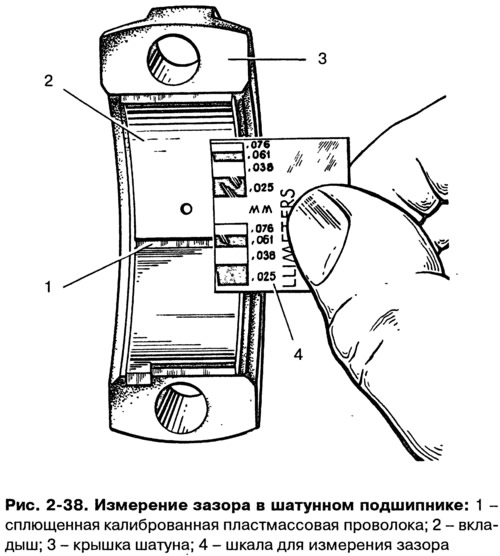
Номинални пројектовани зазор је 0,02-0,07 мм за клипњачу и 0,026-0,073 мм за главне рукавце. Ако је клиренс мањи од границе (0,1 мм за клипњачу и 0,15 мм за главне рукавце), можете поново да користите ове слушалице.
Ако је размак већи од границе, замените облоге на овим вратовима новим.
Ако су рукавци радилице истрошени и брушени до величине за поправку, замените облоге са онима за поправку (повећана дебљина).
Гурните полупрстенове
Као и на уметцима, на полупрстеновима се не могу вршити никакве операције постављања. У случају огреботина, ризика или раслојавања, замените полупрстенове новим.
Полупрстенови се такође замењују ако аксијални зазор радилице прелази максимално дозвољено - 0,35 мм. Изаберите нове полупрстенове номиналне дебљине или повећане за 0,127 мм да бисте добили аксијални зазор у опсегу од 0,06-0,26 мм.
Аксијални зазор радилице се проверава помоћу индикатора, као што је описано у поглављу «Склоп мотора» (пиринач. 2-14).
Аксијални зазор радилице може се проверити и на мотору уграђеном на возило. У овом случају, аксијално кретање радилице се ствара притиском и отпуштањем педале квачила, а зазор се одређује кретањем предњег краја радилице.
Замајац
Проверите стање ивице зупчаника и ако су зупци оштећени, замените замајац. Ако замајац има промену боје на површини 3 (пиринач. 2-39), потребно је проверити затегнутост фелне на замајцу. Обод не сме да се окреће са обртним моментом од 590 Нм (60 кгф м).
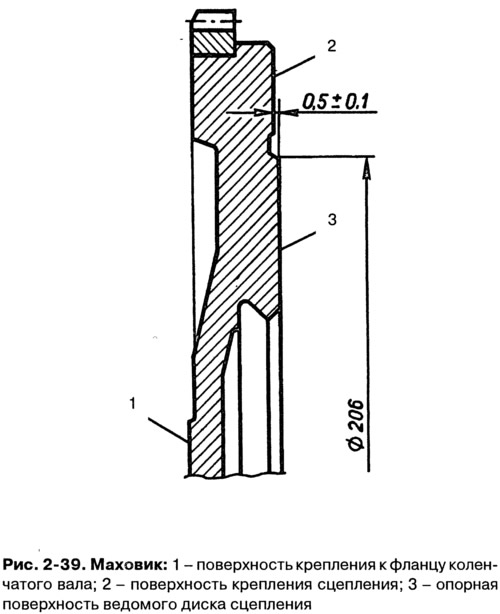
На површини 1 замајца поред прирубнице радилице и на површини 3 испод диска квачила, огреботине и огреботине нису дозвољене.
Уклоните огреботине и огреботине на површини 3 жлебом, уклањајући метални слој дебљине не више од 1 мм. Истовремено, такође брусити површину 2, задржавајући величину (0,5±0,1) мм. Приликом окретања потребно је обезбедити паралелност површина 2 и 3 у односу на површину 1. Толеранција непаралелности је 0,1 мм.
Инсталирајте замајац на трн, центрирајући га на монтажни отвор са нагласком на површини 1, и проверите отпуштање равни 2 и 3. На крајњим тачкама индикатор не би требало да показује избијање веће од 0,1 мм.