
Цранксхафт
Прегледајте радилицу. Пукотине било где на радилици нису дозвољене. Огреботине, огреботине и ризици нису дозвољени на површинама које се спајају са радним ивицама кутија за пуњење. Радилица је уграђена са крајњим главним рукавцима на две призме, а заливање се проверава индикатором на местима назначеним на сл. 44. Бројеви на слици показују дозвољено истицање и померање грла.
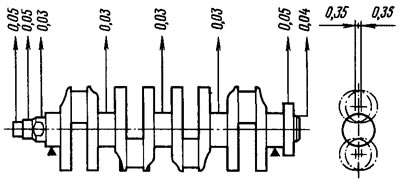
Сл. 44. Провера радилице
Измерите пречнике главне и клипњаче. Чепке треба избрусити када су истрошене до пречника 0,005 мм мањег од минималног пречника за дату величину радилице, а такође и ако је овалност рукаваца већа од 0,03 мм или имају огреботине и огреботине. Наведени су пречници врата нормалне величине таб. 1. Пречници грла поправних величина (смањен за 0,25; 0,5; 0,75; 1,00 мм) једнаки су за староседелачко становништво: 50,569 -0,02; 50,319 -0,02; 50,069 -0,02; 49,819-0,02мм; и за клипњаче: 47,60 -0,02; 47,35 -0,02; 47,10 -0,02; 46,85-0,02мм.
Самељите вратове са смањењем до најближе величине поправке. Растојање између осе клипњаче и главних клинова треба да буде 35,5+0,025 -0,05 мм (ход 71+0,05 -0,10 мм), а радијуси вратних филета су 1,8–2,0 мм.
Након брушења, овалност и конус клипњаче и клипњаче не смеју бити већи од 0,005 мм, а померање оса клипњаче од равни која пролази кроз осе клипњаче и главног рукавца мора бити±0,35 мм (види сл. 44). За проверу уградите осовину са крајњим рукавцима на призме и поставите осовину тако да оса клипњаче 1. цилиндра буде у хоризонталној равни која пролази кроз осу главних рукаваца. Затим индикатор проверава померање у вертикалном смеру радилица 2., 3. и 4. цилиндра у односу на осовину 1. цилиндра. Након брушења вратова, полирајте их дијамантском пастом или ГОИ пастом.
Након брушења и накнадне завршне обраде грла, чепови уљних канала се уклањају, а затим се утичнице * чепова одвајају резачем А.94016/10, које се стављају на вретено А.94016. Радилица и њени канали се темељно испиру да би се уклонили остаци абразива и дувају компримованим ваздухом. Са трном А.86010, нови чепови се утискују и сваки је кован у три тачке са централним ударцем.
* Пречник утичнице ∅ 10 -0,036 мм.
На првом образу радилице означите количину редукције главног и клипњача (на пример, К 0,25; Ш 0,50).
Умеци
Не могу се вршити подешавања на уметцима. У случају хабања, ризика или раслојавања антифрикционог слоја, они се замењују новим. Ако се приликом провере кошуљица испостави да је њихова даља употреба могућа, онда се проверава размак између њих и носача радилице.
Размак се може одредити прорачуном мерењем пречника грла, лежишта испод кошуљице и дебљине кошуљица. Ако зазор прелази максимално дозвољени (0,1 мм за клипњачу и 0,15 мм за главне рукавце), замените кошуљице другим са повећаном дебљином након брушења вратова. Знак исправне монтаже и спајања грла са одговарајућим облогама је слободна ротација радилице.
Гурните полупрстенове
Као и на кошуљима, на полупрстеновима се не могу изводити никакве операције уклапања. У случају хабања, ризика и раслојавања, замените полупрстенове новим. Полупрстенови се такође замењују ако аксијални зазор радилице прелази максимално дозвољено - 0,35 мм. Нови полупрстенови се бирају номиналне дебљине или повећавају за 0,127 мм да би се добио аксијални зазор од 0,06-0,26 мм.
Аксијални зазор радилице се проверава помоћу индикатора, као што је приказано пиринач. 31.
Замајац
Проверите стање прстенастог зупчаника и замените замајац ако су зупци оштећени. Површина 1 (пиринач. 45) замајац поред прирубнице радилице, а на површини 3 испод диска квачила нису дозвољене огреботине и огреботине. Неравност површине 3 не би требало да буде већа од 0,06 мм.
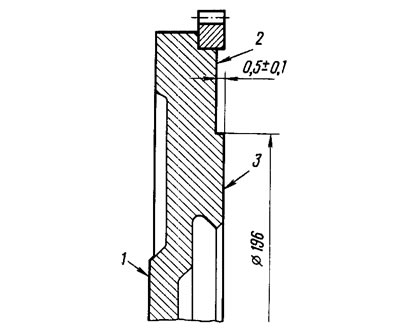
Сл. 45. Провера замајца
Огреботине и огреботине на површини 3 уклањају се жлебом, уклањајући метални слој дебљине не више од 1 мм. У исто време, површина 2 је такође машински обрађена, без утицаја на ивицу зупчаника и одржавања величине (0,5±0,1) мм. Приликом окретања потребно је обезбедити паралелност површина 2 и 3 у односу на површину 1. Дозвољена непаралелност није већа од 0,1 мм.
Замајац се уграђује на трн, центрирајући га дуж монтажног отвора са нагласком на површини 1, и проверава се одступање равнина 2 и 3. На местима означеним стрелицама на сл. 45, индикатор не би требало да показује откуцаје веће од 0,1 мм.
Приликом замене замајца не треба га балансирати.