
Протикорозійні склади
Корозії найбільше піддаються несучі профілі кузова, днище, нижні частини дверей, стійок, а також з'єднання деталей кузова, в тому числі місця точкового зварювання. Найбільш швидко корозія розвивається у прихованих порожнинах та нижніх частинах кузова при попаданні на поверхні вологи, бруду, солей та кислот.
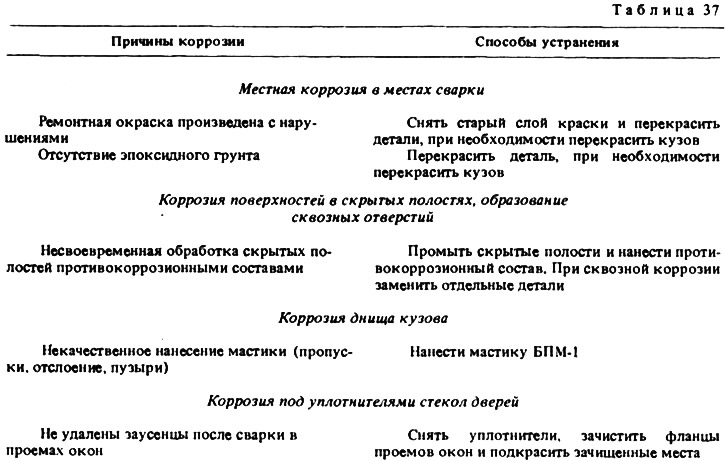
Деякі окремі причини корозії та способи її усунення наведені в табл. 37. У процесі експлуатації автомобіля потрібен додатковий захист внутрішніх поверхонь та прихованих порожнин кузова (нанесенням спеціальних протикорозійних складів) та з'єднань деталей - нанесенням ущільнювальних мастик.
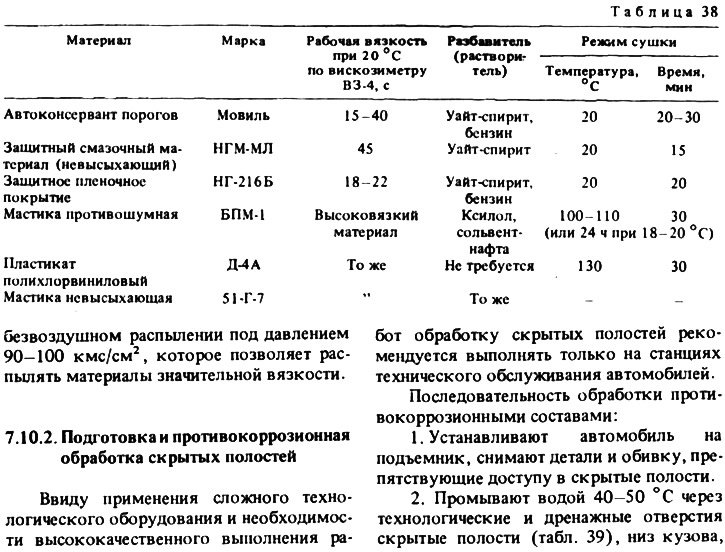
Застосовувані матеріали протикорозійної обробки вказані в табл. 38.
Автоконсервант Мовіль використовують для обробки прихованих порожнин. Порожнини рекомендується обробляти не рідше, ніж кожні 1—1,5 року. Допускається обробка Мовілем поверхонь, раніше покритих нігролом або іншими оліями, а також іржавих поверхонь.
Захисний мастильний матеріал НГМ-МЛ застосовують для обробки прихованих порожнин. Цим матеріалом оброблено порожнини нових автомобілів.
Захисне плівкове покриття НГ-216Б використовують для покриття частин автомобіля під кузовом.
Мастика протишумна, бітумна БПМ-1 застосовується для захисту від корозії днища кузова та зменшення шуму вібрації. Наносять мастику розпиленням або вручну завтовшки 1,0-1,5 мм.
Пластизол Д-4А застосовують для герметизації зварних швів на зовнішніх зонах кузова.
Невисихаюча мастика 51-Г-7 використовується для герметизації зчленування елементів кузова.
У приховані порожнини антикорозійну речовину напилюють способом повітряного або безповітряного розпилення. При повітряному розпиленні потрібно стиснене повітря з тиском 5-8 кгс/см2, пістолет-фарборозпилювач з бачком, шланги та подовжені насадки для пістолета. Найкраща якість покриття досягається при безповітряному розпиленні під тиском 90—100 кмс/см2, яке дозволяє розпорошувати матеріали значної в'язкості.
Підготовка та протикорозійна обробка прихованих порожнин
Зважаючи на застосування складного технологічного обладнання та необхідність високоякісного виконання робіт, обробку прихованих порожнин рекомендується виконувати тільки на станціях технічного обслуговування автомобілів.
Послідовність обробки протикорозійними складами:
- 1. Встановлюють автомобіль на витяг, знімають деталі та оббивку, що перешкоджають доступу в приховані порожнини.
- 2. Промивають водою 40-50°С через технологічні та дренажні отвори приховані порожнини (табл. 39), низ кузова, арки коліс до витікання чистої води. При цьому поворотне скло має бути закрите, опускне — піднято.
- 3. Видаляють воду, що потрапила в салон і багажник, продувають стисненим повітрям всі приховані порожнини та інші місця нанесення антикорозійних складів.
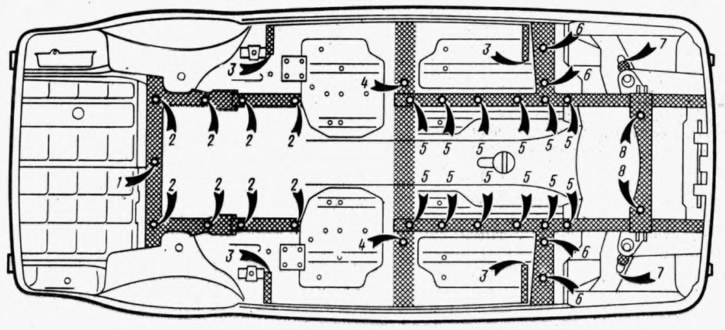
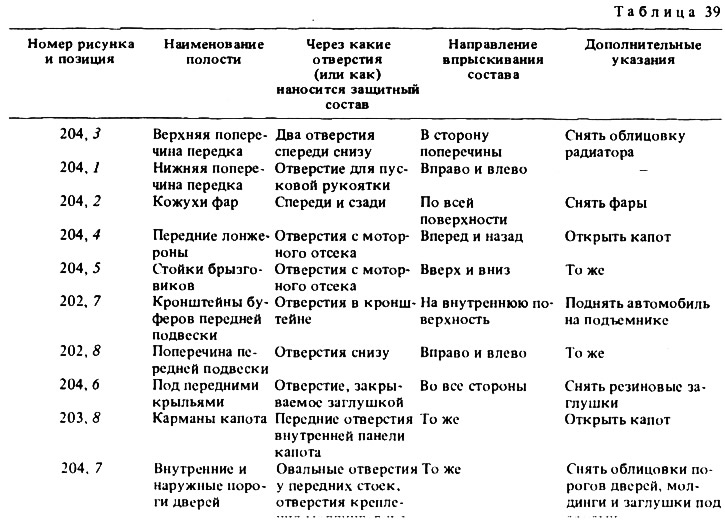
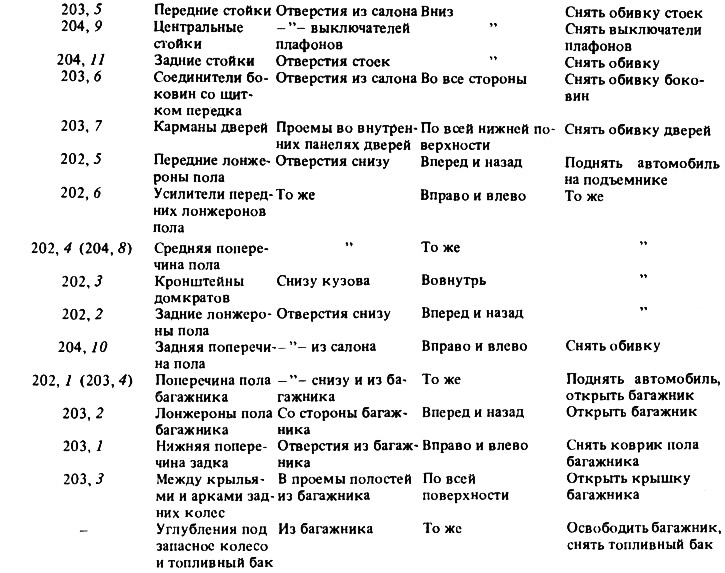
- 4. Переганяють автомобіль у камеру для нанесення антикорозійного складу та ставлять на підйомник. Наносять розпиленням антикорозійний склад місця, зазначені на рис. 202, 203 та 204.
- 5. Опускають автомобіль з підйомника та очищають від забруднень лицьові поверхні кузова ганчіркою, змоченою у уайт-спіриті.


Відновлення комплексного протикорозійного та протишумного покриття низу кузова та арок коліс
У процесі експлуатації автомобіля покриття на днище кузова від впливу гравію, піску, солі, вологи ушкоджується та стирається. Оголений метал піддається корозії.
На автозаводі на нижню поверхню основи кузова та лонжерони для шумоізоляції та захисту від корозії нанесена мастика БПМ-1.
Перед відновленням покриття встановлюють автомобіль на витяг, ретельно оглядають низ кузова та виявляють дефекти покриття. Очищають від бруду низ кузова, видаляють іржу шпателем або шкіркою. Обдувають низ кузова стисненим повітрям. Для видалення іржі можна використовувати очищувач іржі "Омега-1" або автоперетворювачі іржі.
Встановлюють автомобіль на витяг у камеру для нанесення мастики та знімають колеса. Закривають барабани та диски гальм захисними кожухами, ізолюють щільним папером та клейкою стрічкою карданну передачу, глушник, троси та інші місця, що не підлягають обробці мастикою.
Знежирюють ганчіркою, змоченою в уайт-спіриті, зачищені до металу місця. На зачищені до металу місця наносять розпилювачем або пензлем ґрунт ГФ-073 і витримують 5-10 хв.
На дефектні місця розпиленням або вручну (пензлем та шпателем) наносять мастику БПМ-1 шаром 1-15 мм.
У холодну пору року мастику перед вживанням витримують у теплому приміщенні до підвищення температури не нижче 20°С. Загустілу мастику розбавляють ксилолом до 3% за обсягом.
Лакофарбне покриття, забруднене мастикою, очищають ганчір'ям, змоченим у уайт-спіриті.
Сушать мастику при температурі 100-110°С протягом 30 хв або при 18-20°С не менше 24 год.