
Параметри пружин клапанів визначення їх пружності.
Зовнішня пружина:
| висота у вільному стані | 45,2 мм |
| висота під навантаженням 26,0+1,7 кгс | 33,7 мм |
| висота під навантаженням 46,2+2,4 кгс | 24,7 мм |
Внутрішня пружина:
| висота у вільному стані | 34,1 мм |
| висота під навантаженням 9,0+0,8 кгс | 29,7 мм |
| висота під навантаженням 27,5+1,5 кгс | 20,7мм. |
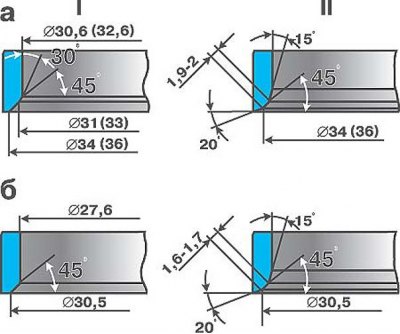
а – сідло впускного клапана
б – сідло випускного клапана
I – нове сідло
II – сідло після ремонту
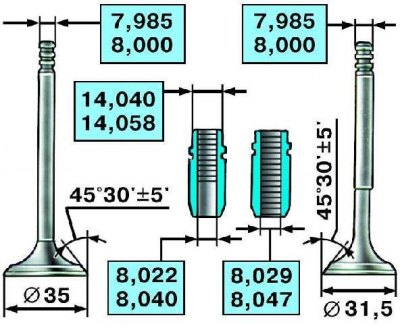
Величина зазорів між клапаном і напрямною втулкою, мм:
| номінальний зазор для впускних клапанів | 0,022-0,055 |
| номінальний зазор для випускних клапанів | 0,029-0,062 |
| гранично допустимий зазор для впускних та випускних клапанів | 0,3 |
Якщо зазор менший за гранично допустимий, спробуйте замінити клапан. Якщо зазор перевищує гранично допустимий, замініть напрямну втулку.
1. Промийте деталі головки блоку в бензині, протріть і просушити їх.
2. Очистіть камери згоряння від нагару. Огляньте голівку. Якщо на ній є тріщини або сліди прогару в камерах згоряння, замініть головку.

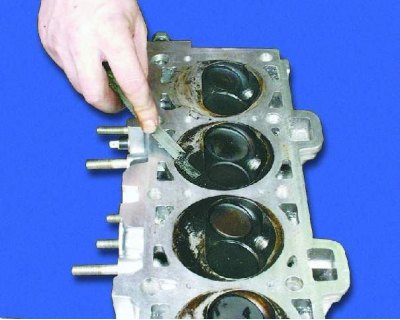
3. Перевірте площинність поверхні, що прилягає до блоку циліндрів. Для цього поставте металеву лінійку ребром на поверхню головки по центру вздовж, а потім по діагоналях і заміряйте щупом зазор між площиною головки та лінійкою. Замініть головку, якщо зазор перевищить 0,1 мм.

4. Очистіть нагар із клапанів. Це можна зробити відповідним металевим інструментом.

5. Огляньте клапани. Замініть клапани з такими дефектами: глибокі ризики та подряпини на робочій фасці, тріщини, деформація стрижня клапана, короблення тарілки клапана, сліди прогару. Неглибокі ризики та подряпини на робочій фасці можна видалити притиранням клапанів.

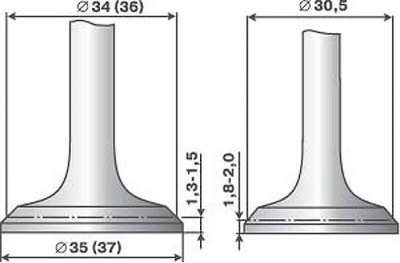
6. Пошкодження робочої фаски клапанів, які неможливо вивести притиранням, можна прошліфофати на спеціальному верстаті. При шліфуванні треба витримати розміри, вказані малюнку. У дужках дано різні розміри для двигуна ВАЗ-21083 (див. примітки).
7. Перевірте стан пружин клапанів. Викривлені, поламані або тріщини пружини, що мають, замініть. Перевірте пружність пружин. Для цього виміряйте висоту пружин у вільному стані, а потім під двома різними навантаженнями. Якщо пружина не відповідає потрібним параметрам, замініть її (див. примітки).

9. Більш значні дефекти сідел клапанів усуваються шліфуванням. При шліфуванні витримайте розміри, вказані на малюнку (див. примітку 1). Спочатку шліфується фаска під кутом 20°, потім фаска під кутом 45°. Після шліфування треба притерти клапани, потім ретельно очистити і продути стисненим повітрям головку блоку, щоб у каналах та камерах згоряння не залишилося частинок абразиву. У дужках дано різні розміри для двигуна ВАЗ-21083.
10. Перевірте зазор між напрямними втулками та клапанами (див. примітку 2). Зазор обчислюється як різницю між діаметром отвору у втулці та діаметром стрижня клапана.
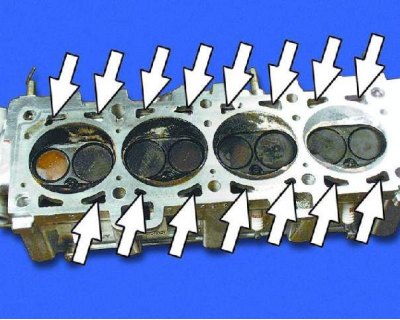
8. Перевірте стан сідел клапанів. На робочих фасках сідел не повинно бути слідів зношування, раковин та корозії. Незначні ушкодження (дрібні ризики, подряпини тощо.) можна видалити притирання клапанів.

11. Огляньте штовхачі клапанів. Якщо на робочій поверхні штовхача є задираки, подряпини або інші пошкодження, замініть штовхачі.

12. Огляньте регулювальні шайби. На їх робочих поверхнях не повинно бути задир, вибоїн, подряпин, слідів ступінчастого чи нерівномірного зносу, натиру металу. За таких дефектів шайби треба замінити. На шайбах допускаються концентричні сліди приробітку з кулачками розподільного валу.

13. Визначте довжину болтів кріплення головки блоку, оскільки при багаторазовій затяжці вони витягуються. Якщо довжина болтів перевищує 135,5 мм, замініть болти.
14. Для перевірки герметичності головки заглушіть отвір у патрубку сорочки охолодження в задньому торці головки, переверніть головку камерами згоряння вгору і залийте гас у канали сорочки охолодження. Якщо з'явилися течі гасу, то головка не герметична і її треба замінити.