
У піч, що вже нагріту до 240°С, шатуни поміщають на 15 хв.
Для правильного з'єднання пальця з шатуном, запресовуйте палець якнайшвидше, оскільки шатун охолоджується швидко і після охолодження не можна буде змінити положення пальця.
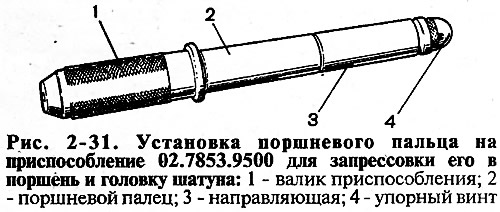
Палець заздалегідь приготуйте до збирання, надівши його на валик (Мал. 2-31) пристосування 02.7853.9500, встановивши на кінці цього валика напрямну 3 і закріпивши гвинтом 4. Гвинт затягуйте нещільно, щоб не сталося заклинювання при розширенні пальця від контакту з нагрітим шатуном.
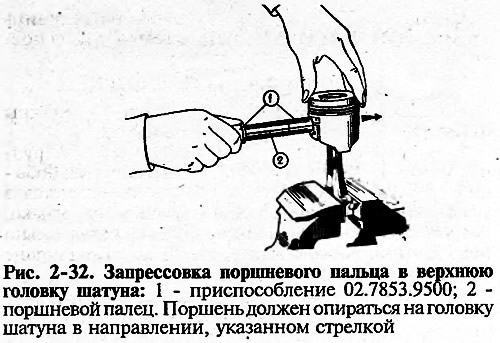
Вилучений з печі шатун швидко затисніть у лещатах. Надягніть поршень на шатун, стежачи щоб отвір під палець збігався з отвором верхньої головки шатуна. Пристосуванням 02.7853.9500 закріплений поршневий палець проштовхніть у отвір поршня та у верхню головку шатуна (Мал. 2-32) так, щоб заплічник пристосування стикався з поршнем. Під час цієї операції поршень повинен притискатися бобишкою до верхньої голівки шатуна у напрямку запресування пальця (показано стрілкою на рис. 2-32). Таким чином, палець займе правильне положення.
Попередження. Якщо на нижній головці шатуна є отвір для виходу олії, то поршень з шатуном треба з'єднувати так, щоб мітка «П» на поршні та отвір на шатуні були з одного боку.
Після охолодження шатуна змастіть палець маслом двигуна через отвори в бобишках поршня.
При встановленні поршневих кілець їх замки розташовуйте через 120°. Кільця встановлюйте так, щоб виточення на зовнішній поверхні другого (скребкового) компресійного кільця була звернена вниз, а фаски на зовнішній поверхні маслознімного кільця були звернені вгору (див. рис. 2-25).
Шатун обробляється разом з кришкою і тому кришки шатунів незамінні. Щоб їх не переплутати при складанні, на шатуні та відповідній кришці таврується номер циліндра, в який вони встановлюються. При складанні цифри на шатуні та кришці повинні знаходитися з одного боку.