
Розбирання
Знімають поршневі кільця. Укладають поршень в опору з циліндричною виїмкою і за допомогою оправки А.60308, що центрується в отворі поршневого пальця, випресовують палець під пресом (зусиллям не менше 0,8 тс). Застосування молотка для випресування-запресування неприпустимо: можна пошкодити поршень.
* Ступінчаста оправка з діаметром і довжиною робочої частини відповідно 21 і 80 мм. Діаметр центрувального хвостовика (14,9±0,05) мм.
Якщо деякі деталі шатунно-поршневої групи не пошкоджені і мало зношені, вони можуть бути знову використані. Тому при розбиранні позначають їх, щоб надалі зібрати групу з тими ж деталями та встановити в колишній циліндр двигуна.
Складання
Перед збиранням підбирають палець до поршня. Для правильного сполучення необхідно, щоб поршневий палець, змащений моторним маслом, входив в отвір поршня від простого натискання великого пальця руки і не випадав із нього, якщо тримати поршень із поршневим пальцем у вертикальному положенні. Випадаючий палець замінюють іншою, наступною категорією (див. «Особливості пристрою» у цьому ж розділі). Якщо поршні був палець третьої категорії, то заміняють поршень з поршневим пальцем.
Так як палець вставляється у верхню головку шатуна з натягом, необхідно нагріти його для розширення верхньої головки. Для цього шатуни поміщають на 15 хв в електропіч, нагріту до 240°C.
Палець заздалегідь готують до складання, надівши його на валик (Мал. 36) пристосування А.60325 (використовується для автомобілів колишніх моделей) і встановивши між пальцями та рукояткою дистанційне кільце товщиною 4 мм, зовнішнім діаметром 22 мм та внутрішнім 15 мм. На кінці пристосування встановлюють напрямну 2 і закріплюють гвинтом 3. Гвинт затягують нещільно, щоб не відбулося заклинювання при розширенні пальця від контакту з нагрітим шатуном.
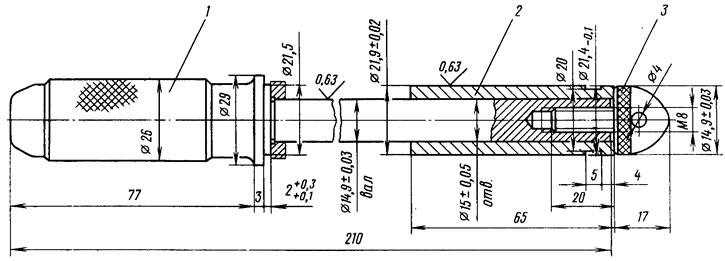
Мал. 36. Пристрій А.60325 для запресування поршневого пальця
Для правильного з'єднання пальця з шатуном запресування необхідно виконувати якнайшвидше, оскільки шатун охолоджується швидко і після охолодження не можна буде змінити положення пальця. Поршень з шатуном має бути зібраний так, щоб стрілка на днище поршня була спрямована у бік виходу отвору для олії на нижній головці шатуна (див. рис. 4).
Вилучений із печі шатун швидко затискають у лещатах. Надягають поршень на шатун, стежачи, щоб отвір під палець збігався з отвором верхньої головки шатуна. Закріплений на пристрої поршневий палець проштовхують в отвір поршня і у верхню головку шатуна (Мал. 37) до упору заплечика пристосування поршень. Під час цієї операції поршень повинен притискатися бобишкою до верхньої голівки шатуна у напрямку запресування пальця (показано стрілкою на рис. 37). Тоді палець займе правильне положення.
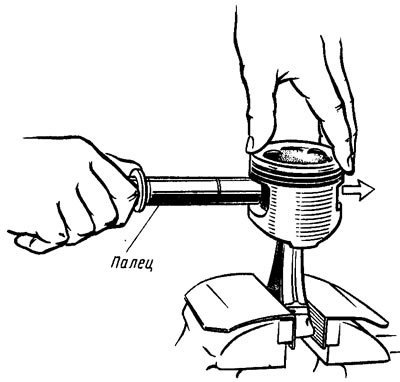
Мал. 37. Запресування поршневого пальця у верхню головку шатуна
Після охолодження шатуна змазують палець моторною олією через отвори в бобишках поршня. Встановлюють поршневі кільця, маючи їх замки через 120°. Нижнє компресійне кільце встановлюють виточкою вниз.