
Зняцце і ўстаноўка
Паднімаюць заднюю частку аўтамабіля і здымаюць кола. Здымаюць тармазны барабан. Прыслабіўшы трос прывада стаяначнага тормазу, адлучаюць ад рычага 10 (гл. мал. 110) ручнога прывада калодак наканечнік троса, здымаюць шплінт, націскаюць на палец 9 і здымаюць рычаг 10. Здымаюць накіравальныя спружыны 5 калодак, адлучаюць верхнюю 7 і ніжнюю 3 стяжные спружыны 4.
Прыняўшы меры, не дапушчальныя ўцечку тармазной вадкасці з галоўнага цыліндру, адлучаюць ад колавага цыліндру трубку подвода тармазной вадкасці і заглушаюць уваходныя адтуліны цыліндру і трубкі. Здымаюць колавы цыліндр 6. Пры замене тармазнога шчыта 11 адкручваюць ніты яго мацавання да фланца восі задняга кола.
Усталёўку дэталяў тармазнога механізму праводзяць у зваротнай паслядоўнасці з улікам наступнага:
- пасля ўсталёўкі калодак на тармазным шчыце пераконваюцца, што канцы калодак правільна размясціліся ў пазах упораў поршняў колавага цыліндру і на апорнай пласціне;
- перад усталёўкай барабана змазваюць графітавай змазкай або ЛСЦ-15 пасадачны паясок ступицы 2.
Пасля зборкі тармазных механізмаў націскаюць на педаль тормазу 23 разы з высілкам 40 кгс для ўсталёўкі поршняў у працоўнае становішча. Пасля гэтага правяраюць лёгкасць кручэння кола (дапускаецца лёгкае крананне барабана аб калодкі). Затым рэгулююць стаяначны тормаз.
Разборка і зборка колавых цыліндраў
Здымаюць ахоўныя каўпачкі 2 (гл. мал. 111), затым выпрессовывают (у любы бок) з корпуса цыліндру поршні 4 у зборы з дэталямі аўтаматычнага рэгулявання зазору паміж калодкамі і барабанам. Усталёўваюць поршань у зборы на прынаду 67.7820.9525 так, каб выступы прынады ахапілі галоўку зацятай шрубы 10. Адмысловай адвёрткай, паварочваючы поршань 4, выкручваюць упартую шрубу 10 з поршня. Здымаюць з шрубы ўшчыльняльнік 5 з апорным кубкам 6 і сухары 8. Раз'ядноўваюць упартае кольца 9 і ўпартая шруба 10.
Зборку аўтаматычнай прылады і самога цыліндру праводзяць у зваротнай паслядоўнасці з улікам наступнага:
- упартыя шрубы поршняў зацягваюць момантам 0,4-0,7 кгс-м;
- прарэз А на ўпартых кольцах павінна быць накіравана вертыкальна ўверх, адхіленне ад вертыкалі дапушчаецца не больш за 30°. Такое размяшчэнне проразі забяспечвае поўнае выдаленне паветра з прывада тармазнога механізму кола пры прапампоўцы тормазу;
- пры запрэсоўцы кольцаў выкарыстаюць прынаду 67.7823.9532;
- для папярэдняга сціску зацятых кольцаў поршні ў корпус цыліндру запрасоўваюць пры дапамозе адмысловай прынады, мелага форму цыліндру з конуснай унутранай адтулінай;
- высілак запрэсоўкі поршня ў цыліндр павінна быць не меней 35 кгс. Пры меншым намаганні замяняюць упартае кольца;
- пры запрэсоўцы поршня ў цыліндр неабходна вытрымаць памер 4,5-4,8 мм і 67 мм (максімальна) для вольнай пасадкі тармазнога барабана; перад усталёўкай дэталяў у корпус цыліндру іх багата змазваюць тармазной вадкасцю.
Пасля зборкі правяраюць перасоўванне кожнага поршня ў корпусе цыліндру. Яны павінны лёгка перамяшчацца ў межах 1,25-1,65 мм. Апошнімі ўсталёўваюць на месца ахоўныя каўпачкі 2.
Праверка дэталяў
Колесныя цыліндры
Правяраюць чысціню працоўных паверхняў цыліндру, поршняў і зацятых кольцаў. Паверхні павінны быць люстранымі, без бачных няроўнасцяў, каб не адбывалася ўцечкі вадкасці і заўчаснага зносу ўшчыльняльнікаў і поршні. Дэфекты на люстэрку цыліндру ўхіляюць прыціркай ці шліфоўкай. Аднак павелічэнне ўнутранага дыяметра звыш 20,7 мм не дапушчаецца. Правяраюць стан упартай шрубы 10 (гл. мал. 111), спружыны 7, апорнага кубка 6 і сухароў 8. Пры неабходнасці замяняюць пашкоджаныя дэталі новымі. Замяняюць ушчыльняльнікі 5 новымі. Правяраюць стан ахоўных каўпачкоў 2 і пры неабходнасці замяняюць іх.
Каладкі
Уважліва правяраюць, ці няма на калодках пашкоджанняў і дэфармацый. Правяраюць пругкасць стяжных і накіроўвалых спружын калодак. Пры неабходнасці замяняюць іх новымі. Стяжные спружыны не павінны мець рэшткавых дэфармацый пры расцяжэнні ніжняй спружыны высілкам 14 кгс і верхняй 30 кгс (у спраўных спружын віткі шчыльна датыкаюцца сябар з сябрам). Правяраюць чысціню накладак, калі выяўлены бруд або сляды змазкі, накладкі старанна чысцяць металічнай шчоткай і прамываюць уайт-спірытам. Акрамя таго, правяраюць, ці няма ўцечкі змазкі ўнутры барабана. Выяўленыя няспраўнасці ўхіляюць. Калодкі замяняюць новымі, калі таўшчыня накладак стала менш за 1,5 мм. Замену праводзяць адначасова на абодвух тармазных механізмах, г.зн. абедзве пары.
Тармазныя барабаны
Аглядаюць тармазныя барабаны. Калі на працоўнай паверхні маюцца глыбокія рыскі ці празмерная овальность, то растачваюць барабаны на станку. Затым таксама на станку абразіўнымі дробназярністымі брускамі шліфуюць барабаны. Гэта павялічвае даўгавечнасць накладак і паляпшае раўнамернасць і эфектыўнасць тармажэння. Павелічэнне дыяметра барабана пасля расточвання і шліфавання дапушчаецца да 201 мм. Лімітава дапушчальны дыяметр барабана 201,5 мм. Гэтыя патрабаванні павінны строга выконвацца, у адваротным выпадку парушаецца трываласць барабана, а таксама эфектыўнасць тармажэння.
Праверка колавых цыліндраў на стэндзе
Усталёўваюць цыліндр на стэнд, далучаюць да яго трубаправод ад манометраў (мал. 122) і прапампоўваюць сістэму. Рэгулююць упоры 1 так, каб у іх уперліся поршні колавага цыліндру. Пераконваюцца ў адсутнасці ўцечкі вадкасці. Падлучаюць манометр нізкага ціску; павольна круцячы махавік кіравання цыліндрам прывада, усталёўваюць ціск вадкасці 0,5 кгс/см2. Пераконваюцца, што ўсталяваны ціск утрымліваецца на працягу 5 мін. Паўтараюць аналагічна выпрабаванне пры ціску 1 кгс/см2; 2; 3; 4 і 5 кгс/см2.
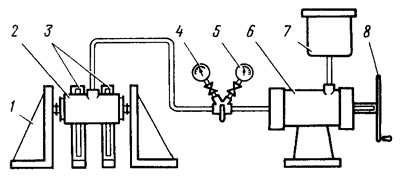
Мал. 122. Схема праверкі колавых цыліндраў задніх тармазоў: 1 - упоры поршняў; 2 - які выпрабоўваецца цыліндр; 3 - кранштэйны цыліндру; 4 - манометр нізкага ціску; 5 - манометр высокага ціску; 6 - цыліндр для стварэння ціску; 7 - посуд; 8 - махавік
Затым змяншаюць ціск і падлучаюць манометр высокага ціску. Прытрымліваючыся паказаных правіл, паўтараюць выпрабаванне пры ціску 50 кгс/см2 ; 100 і 150 кгс/см2. Не дапушчаецца паніжэнне ціску з-за ўцечкі вадкасці праз ушчыльняльныя элементы, злучэнні трубаправодаў, штуцэра для прапампоўкі вадкасці ці праз сітавіны адліўкі. Дапушчаецца малаважнае (не больш за 5 кгс/см2 на 5 мін) памяншэнне ціску, асабліва пры больш высокіх цісках, з-за ўсаджванні ўшчыльняльнікаў.