
Разборка
1. Здымаем галоўку блока цыліндраў (гл "Галоўка блока цыліндраў - зняцце і ўстаноўка").
2. Здымаем маслоприемник (гл "Маслапрымальнік - зняцце").
3. Здымаем алейную помпу (гл "Алейная помпа - зняцце, разборка, зборка і ўстаноўка").
4. Здымаем з махавіка націскной і кіраваны дыскі (гл "Кіраваны і націскны дыскі счаплення - замена").
5. Здымаем з блока цыліндраў датчык дэтанацыі (гл "Датчык дэтанацыі (ДД) - зняцце і праверка").
6. Здымаем махавік (гл "Махавік - зняцце, усталёўка, замена").
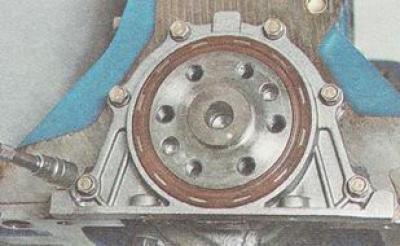
7. Тарцовым ключом на 10 мм адварочваем шэсць нітаў мацавання трымальніка задняга сальніка каленчатага вала.
8. Здымаем трымальнік з сальнікам каленчатага вала.
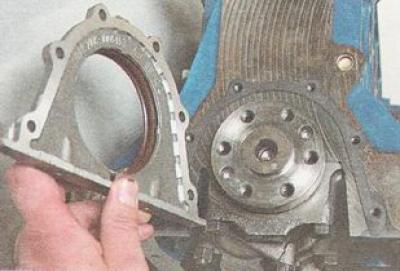
Заўвага. Пад трымальнікам сальніка каленчатага вала ўстаноўлена пракладка.

9. Вымаемы з блока цыліндраў чатыры поршні з шатунамі (гл. П. 1-9 "Поршневыя кольцы - замена").
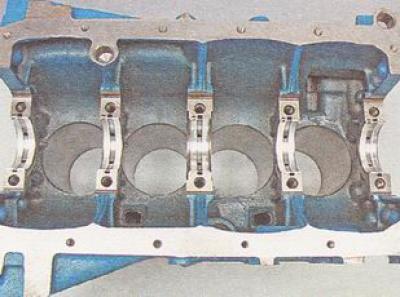
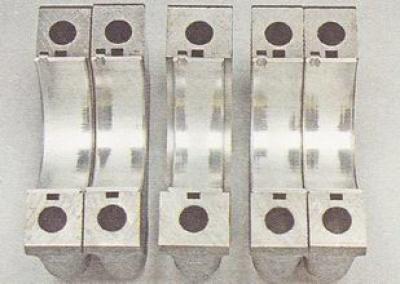
10. Тарцовым ключом на 17 мм адварочваем па двух ніта мацавання пяці вечкаў карэнных падшыпнікаў.
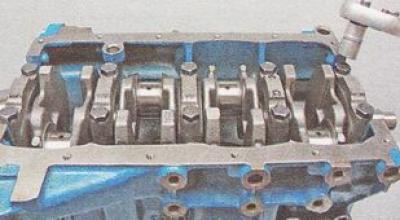
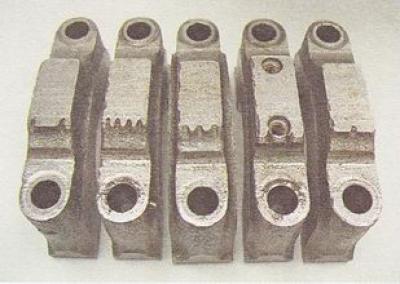
11. Здымаем вечкі карэнных падшыпнікаў.
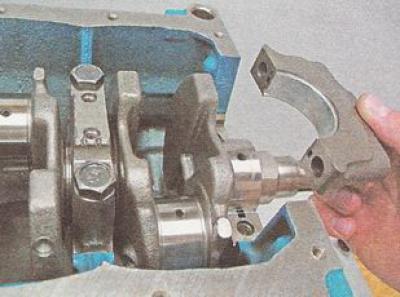
12. Вымаем з накрывак ніжнія ўкладышы карэнных падшыпнікаў.

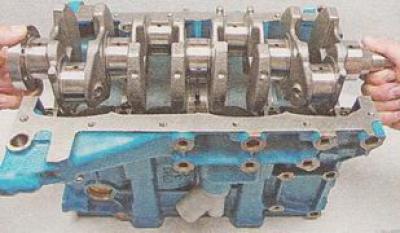
13. Вымаем з блока цыліндраў каленчаты вал.
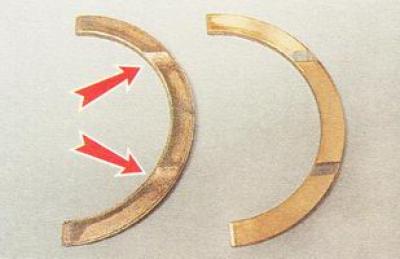
14. З протачак трэцяй апоры вымаем два паўкола - упартыя ўкладышы восевага перамяшчэння каленчатага вала.

15. З апор блока цыліндраў вымаем верхнія ўкладышы карэнных падшыпнікаў.

Праверка дэталяў
1. Адмываем блок цыліндраў ад бруду і адкладаў адмысловым мыйным сродкам, дызельным палівам або газай, продуваем алейныя каналы.
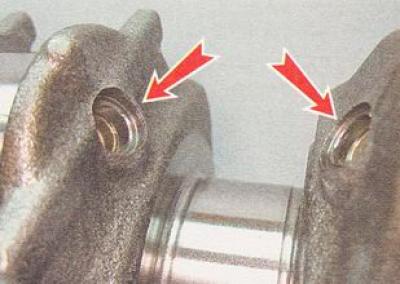
2. Тонкай медным дротам прачышчаем выходныя адтуліны алейных фарсунак.
3. Выціраем блок цыліндраў насуха і аглядаем яго. Расколіны і выфарбоўванне металу - недапушчальныя.
4. Нутрамерам вымяраем унутраны дыяметр цыліндраў (гл. П. 2 "Поршань і шатун - замена").
Заўвага. Ступень зносу кожнага цыліндру можна вызначыць па розніцы паказанняў нутромера ў розных паясах. Пры зносе больш за 0,15 мм блок варта падвергнуць расточванні цыліндраў пад рамонтныя памеры поршняў (гл. п. 1 "Поршань і шатун - замена").
5. Мікраметрам вымяраем карэнныя і шатунныя шыйкі каленчатага вала.
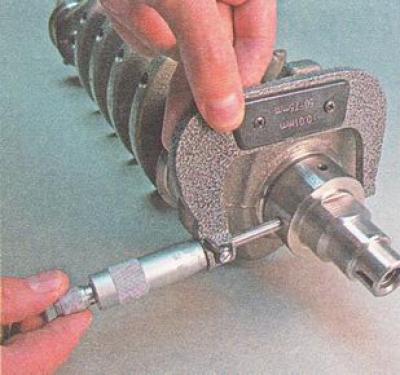
Каленчаты вал падлягае замене або шліфоўцы, калі знос яго шыек больш за 0,03 мм або овальность шыек больш за 0,03 мм, або на шыях коленвала ёсць задзіракі і рыскі. Прадугледжана магчымасць шліфоўкі шыек коленвала з памяншэннем іх дыяметра на 0,25 мм; 0,5 мм; 0,75 мм і 1,00 мм.
Зборка
Рэкамендацыя. Калі цыліндры рухавіка былі змарнаваныя, неабходна прамыць блок цыліндраў дызельным палівам або газай і абдзьмуць сціснутым паветрам. Пасля шліфоўкі шыек коленвала рухавіка варта выняць заглушкі выходных адтулін каналаў. Таксама неабходна прамыць коленвал газай і прадуць каналы коленвала сціснутым паветрам.
Папярэджанне. У адтуліны алейных каналаў коленвала ўсталёўваны новыя заглушкі.
Заўвага. Перад зборкай рухавіка варта падабраць адпаведныя кольцы, пальцы і поршні (гл. п. 2 "Поршань і шатун - замена"), а таксама ўкладышы падшыпнікаў каленчатага вала (гл. вышэй).
1. Абястлушчваем гнёзды ўкладышаў у апорах і вечках карэнных падшыпнікаў.
2. Які ўкладваецца ў гнёзды апор укладышы з канаўкамі.
3. У вечкі карэнных падшыпнікаў які ўкладваецца ўкладышы без канавак.
4. У проточку трэцяй карэннай апоры ўсталёўваны зацятыя паўкола. З пярэдняга боку - сталеалюмініевыя (з унутранага боку - белае, а з вонкавага - жоўтае), з задняй - металлокерамическое (жоўтае з абодвух бакоў).
Заўвага. Паўкола коленвала вырабляюцца намінальнай і павялічанай на 0,127 мм таўшчыні. Восевае перасоўванне каленчатага вала павінна быць у межах 0,06-0,26 мм.
5. Паўкола коленвала ўсталёўваны канаўкамі вонкі (да шчок каленчатага вала).
6. Змазваем шыйкі каленчатага вала і ўкладышы чыстым маторным маслам.
7. Які ўкладваецца каленвал у апоры блока цыліндраў і ўсталёўваны вечкі карэнных падшыпнікаў.
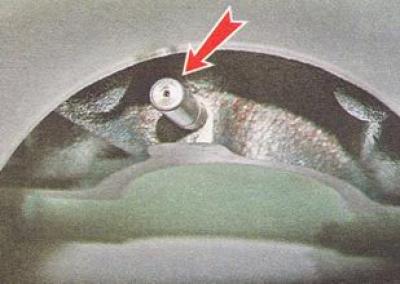
Заўвага. На вечках карэнных падшыпнікаў рызыкамі пазначаны нумары падшыпнікаў (з 1 па 5). Вечка пятага карэннага падшыпніка пазначана двума рызыкамі, разнесенымі да бакоў вечка.
Пры ўсталёўцы ў блок вечка рызыкамі павінны быць звернутыя да таго боку блока, на якой усталёўваецца маслоизмерительный мац.
8. Зацягваем ніты мацавання вечкаў карэнных падшыпнікаў дынамаметрычным ключом момантам 68,31-84,38 Н-м (6,97-8,61) кгс-м.

Рэкамендацыя. Зацягваючы вечкі карэнных падшыпнікаў, пераконваемся ў вольным кручэнні коленвала. Для гэтага, пасля зацягвання нітаў мацавання чарговага вечка, правярніце коленвал. Ён павінен круціцца намаганнем рук. Калі каленвал круціцца прутка або яго заклінавала - магчыма, пераблытаныя вечкі падшыпнікаў або няправільна падабраныя ўкладышы.
9. Збіраны шатунна-поршневую групу (гл "Поршань і шатун - замена").
10. Усталёўваны поршні ў цыліндры блока (гл "Поршневыя кольцы - замена").
Рэкамендацыя. Зацягваючы шатунныя вечкі, гэтак жа, як сказанае вышэй правярайце вольнае кручэнне каленчатага вала. Паколькі для кручэння каленчатага вала разам з поршнямі запатрабуецца больш высілкаў, на вал варта ўсталяваць махавік, і пракручваць вал за яго.
Парадак далейшай зборкі рухавіка залежыць ад таго, у якім выглядзе неабходна ўсталяваць рухавік на аўтамабіль - у сабраным або часткова разабраным. У любым выпадку збіраць рухавік варта ў паслядоўнасці, зваротнай разборцы.