
Папярэджанне! Галоўку блока цыліндраў замяняюць з карпусамі падшыпнікаў у зборы, бо яны апрацоўваюцца сумесна.
Вам спатрэбяцца: ключы "на 13", "на 17", "на 21", свячны ключ, адвёртка, круглагубцы (пінцэт), прыстасаванне для сціску затамкавых спружын.
1. Зніміце галоўку блока цыліндраў (гл "Замена пракладкі галоўкі блока цыліндраў").

2. Адкруціце дзве гайкі мацавання і зніміце рым.
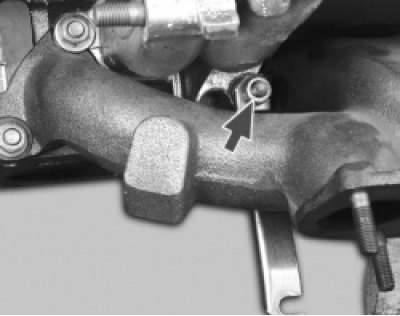
3. Адкруціце на адзін-два абарачэння гайку мацавання і зніміце кранштэйн якая падводзіць трубы вадзяной помпы.
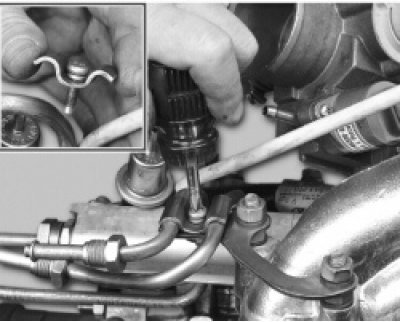
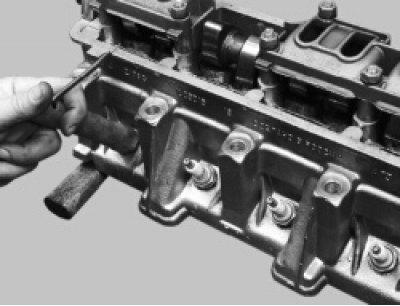
4. Вывярніце шрубу мацавання трымальніка паліўных трубак і зніміце трымальнік.
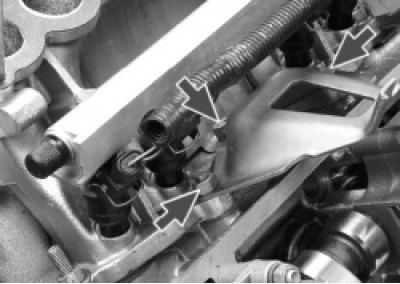
5. Адкруціце тры гайкі мацавання рэсівера і дзве гайкі мацавання кранштэйна паліўных трубак.

6. Зніміце кранштэйны паліўных трубак.

7. Адкруціце пакінутыя дзве гайкі мацавання рэсівера.

8. Прыслабце зацяжку гайкі мацавання кранштэйна рэсівера.

9. Зніміце рэсівер.
10. Адкруціце тры гайкі мацавання кранштэйна рэсівера і зніміце кранштэйн.
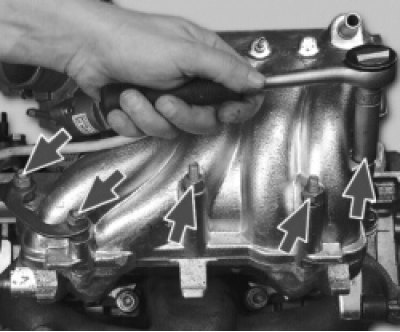
11. Адкруціце чатыры гайкі мацавання ўпускной трубы.

12. Зніміце впускную трубу.

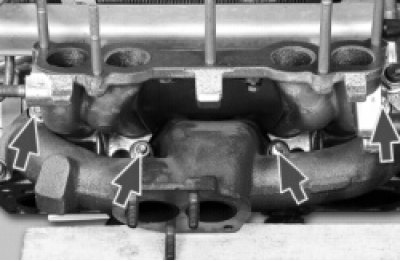
13. Адкруціце дзве гайкі мацавання выпускнога калектара і зніміце калектар.
14. Акуратна зніміце дзве пракладкі впускной трубы і выпускнога калектара.
Карысная рада. Нават калі пракладкі не пашкоджаны і не моцна абціснуты, іх лепш замяніць і не выкарыстоўваць другасна.
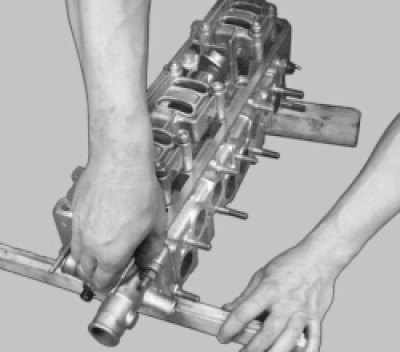
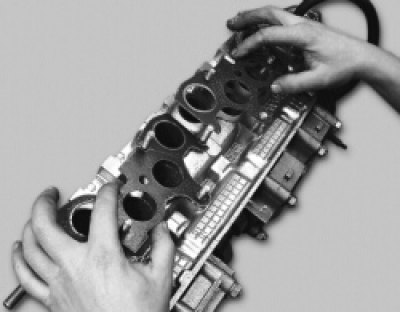
15. Усталюеце галоўку блока цыліндраў карпусамі падшыпнікаў уверх, падклаўшы пад яе драўляныя пракладкі, каб не пашкодзіць клапаны.
16. Адкруціце дзве гайкі і ніт мацавання задняга вечка галоўкі блока і зніміце вечка. Звярніце ўвагу на тое, што пад галоўкай ніта ўсталявана ўшчыльняльнае кольца.
17. Вывярніце свечкі запальвання.
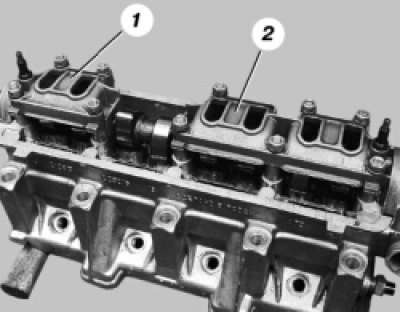
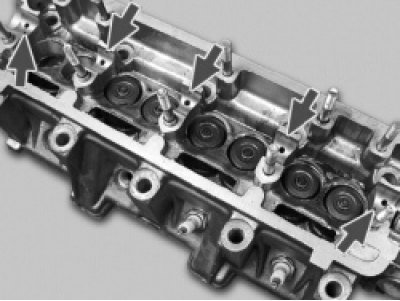
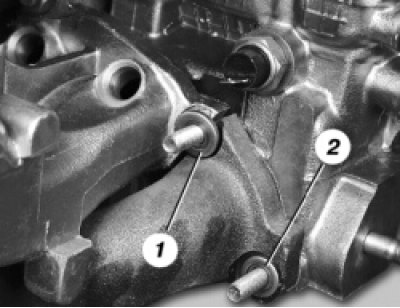
18. Адкруціце раўнамерна чатыры гайкі мацавання пярэдняга 1 і шэсць гаек мацавання задняга 2 карпусоў падшыпнікаў размеркавальнага вала і зніміце шайбы. Затым зніміце абодва карпусы.

19. Калі шпонка ў пазе размеркавальнага вала сядзіць няшчыльна, выміце яе, каб не страціць.
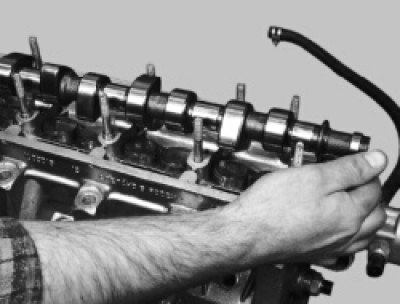
20. Зніміце размеркавальны вал з галоўкі блока.

21. Зніміце сальнік з размеркавальнага вала.

22. Выміце штурхальнікі клапанаў разам з рэгулявальнымі шайбамі.
Папярэджанне! Выняўшы чарговы штурхач, прамаркіруйце яго і рэгулявальную шайбу парадкавым нумарам, каб пры зборцы ўсталяваць іх на свае месцы. Без неабходнасці не вымайце рэгулявальныя шайбы са штурхачоў, каб не пераблытаць іх.

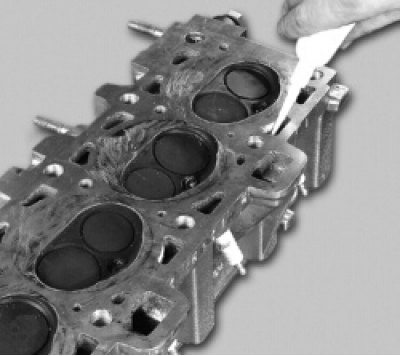
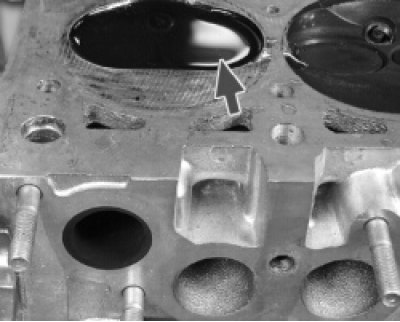
23. Ачысціце камеры згарання ад нагару. Агледзіце галоўку блока. Калі на ёй ёсць расколіны або сляды прагару ў камерах згарання, заменіце галоўку. Прыбярыце задзірыны і забоіны на плоскасці галоўкі блока.
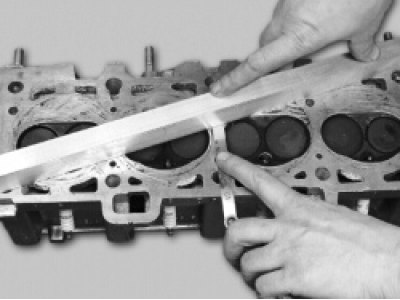
24. Праверце плоскаснасць паверхні, якая прылягае да блока цыліндраў. Для гэтага пастаўце лінейку рабром на паверхню галоўкі спачатку пасярэдзіне ўздоўж, а затым па дыяганалях і мацам вымерайце зазор паміж плоскасцю галоўкі і лінейкі. Заменіце галоўку, калі зазор перавысіць 0,1 мм.
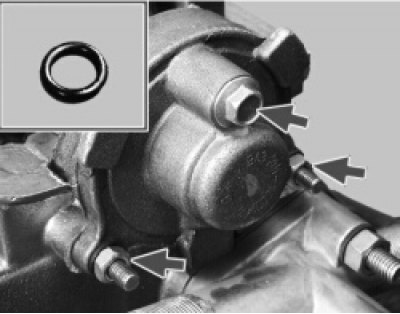
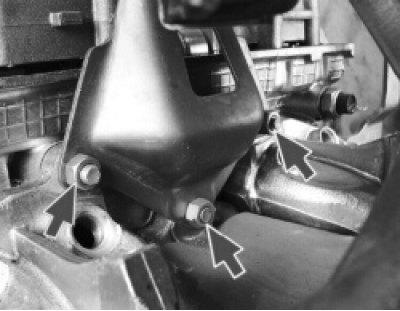
25. Для праверкі герметычнасці галоўкі блока адкруціце дзве гайкі мацавання, зніміце выпускны патрубак сістэмы астуджэння.
26. Заглушыце адтуліну ў галоўцы блока пад выпускны патрубак. Гэта можна зрабіць, напрыклад, усталяваўшы глухую пракладку з шчыльнага кардона пад патрубак і загарнуўшы гайкі яго мацавання.
27. Заліце газу ў каналы вадзяной кашулі. Калі ўзровень газы паніжаецца, значыць, у галоўцы ёсць расколіны і яе трэба замяніць. Пасля праверкі не забудзьцеся зняць кардонную пракладку.
28. Праверце стан апорных паверхняў пад шыйкі вала на галоўцы блока і карпусах падшыпнікаў. Калі хаця б на адной з іх ёсць сляды зносу, задзіракі або глыбокія рызыкі, заменіце галоўку і карпусы падшыпнікаў.
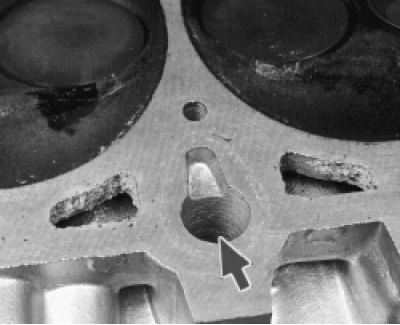
29. Прамыйце алейныя каналы. Для гэтага заглушыце вертыкальны алейны канал са боку камеры згарання (канал знаходзіцца паміж 3-м і 4-м цыліндрамі)…

30. Заліце бензін у алейныя каналы ва ўсіх апорах размеркавальнага вала і вытрымаеце 15-20 мін. Выліце бензін, выміце заглушку і канчаткова прамыйце каналы бензінам з дапамогай грушы.
31. Для праверкі герметычнасці клапанаў заліце газу ў камеры згарання. Калі на працягу 3 мін. газа не пратачыцца з камер згарання, клапаны герметычныя. У адваротным выпадку прытрыце (гл «Прыцірка клапанаў») або заменіце клапаны.
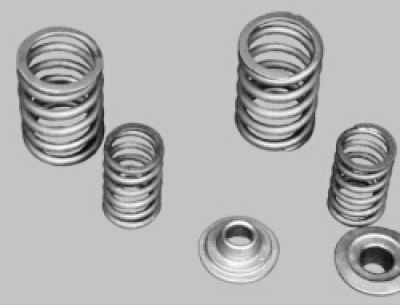
Заўвага. Прывад клапанаў складаецца з наступных дэталяў:
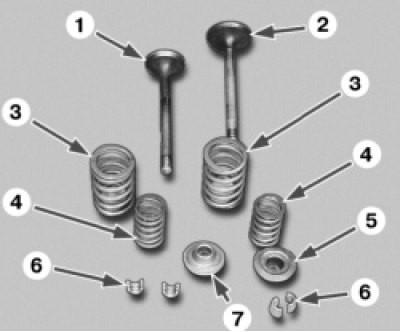
1, 2 - клапаны; 3 - вонкавая спружына; 4 - унутраная спружына; 5 - верхняя талерка; 6 - сухар; 7 - ніжняя талерка. Для замены ці прыціркі клапанаў усе дэталі трэба зняць з галоўкі блока цыліндраў.
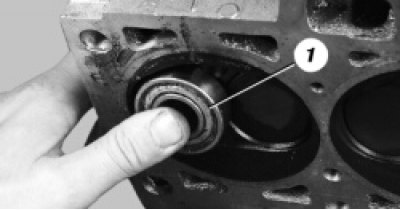
32. Усталюйце пад які здымаецца клапан падыходны ўпор, напрыклад падшыпнік 1.
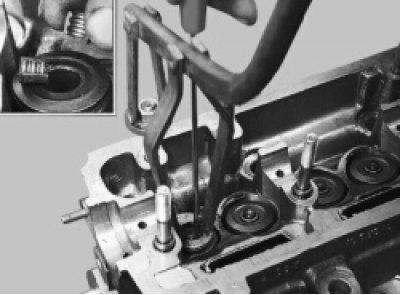
33. Усталюйце прынаду для сціску спружын клапанаў і сцісніце спружыны клапана. Выміце з дапамогай адвёрткі або пінцэта два сухара.

34. Выміце верхнюю талерку спружыны, вонкавую і ўнутраную спружыны клапана. Аналагічна выміце сухары, талеркі і спружыны астатніх клапанаў.

35. Прамаркіруйце клапаны нумарамі цыліндраў, напрыклад накерніце.
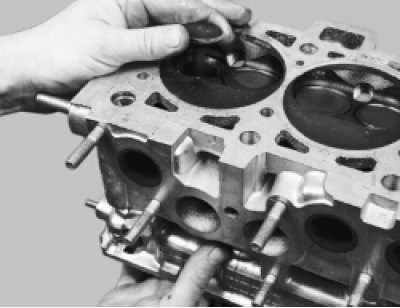
36. Падштурхнуўшы клапаны знізу, выміце іх з галоўкі блока.

37. Зніміце маслаздымныя каўпачкі прынадай або пасатыжамі (гл «Замена маслаздымных каўпачкоў»).

38. Зніміце ніжнія талеркі спружын клапанаў.
39. Ачысціце нагар з клапанаў прыдатнай прыладай (напрыклад, металічнай шчоткай). Затым уважліва агледзіце клапаны.
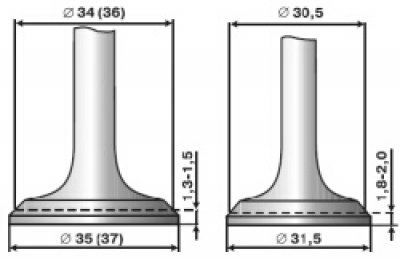
4.8. Памеры талерак клапанаў
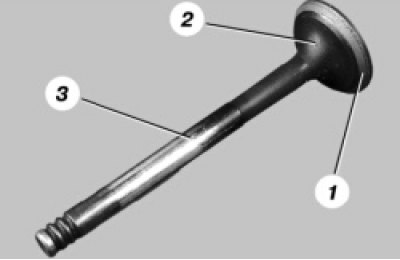
40. Заменіце клапаны з наступнымі дэфектамі: глыбокія рыскі і драпіны на працоўнай фаску 1, расколіны, дэфармацыя стрыжня 3 клапана, коробление талеркі 2 клапана, сляды прагару. Неглыбокія рыскі і драпіны на працоўнай фасцы можна вывесці прыціркай клапанаў (гл «Прыцірка клапанаў»).
41. У спецыялізаванай майстэрні працоўную фаску клапанаў з пашкоджаннямі, якія немагчыма вывесці прыціркай, можна прашліфаваць на спецыяльным станку. Пры шліфоўцы трэба вытрымаць памеры, паказаныя на мал. 4.8.
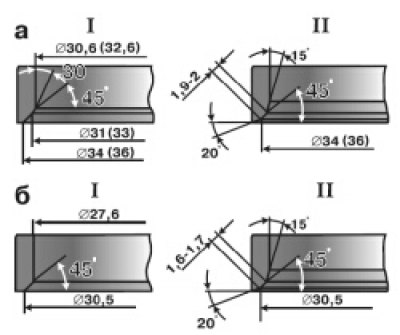
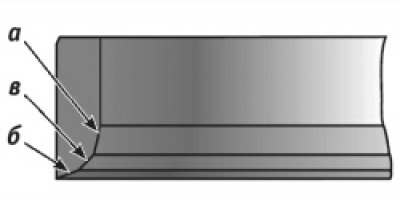
4.9. Памеры сёдлаў клапанаў: а - сядло впускного клапана; бы - сядло выпускнога клапана; I - новае сяло; II - сядло пасля рамонту
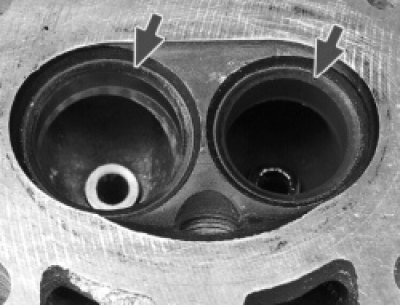
42. Праверце стан сёдлаў клапанаў. На працоўных фасках сёдлаў не павінна быць слядоў зносу, ракавін, карозіі і да т.п. Сядла клапанаў можна замяніць у спецыялізаванай майстэрні.
Нязначныя пашкоджанні (дробныя рызыкі, драпіны) можна выдаліць прыціркай клапанаў (гл «Прыцірка клапанаў»).
4.10. Месцы апрацоўкі фасак сёдлаў клапанаў
43. Больш значныя дэфекты сёдлаў клапанаў ухіляюцца шліфоўкай. Пры шліфоўцы вытрымаеце памеры, паказаныя на мал. 4.9. Сядла рэкамендуецца шліфаваць у спецыялізаванай майстэрні.
44. Маючы слясарны навык, можна зрабіць гэта ўручную з дапамогай набору спецыяльных фрэз.
Спачатку апрацоўваецца фаска а (мал. 4.10) пад кутом 15°, затым фаска бы пад кутом 20°і фаска ў пад кутом 45°. Пасля шліфоўкі неабходна прыцерці клапаны (гл «Прыцірка клапанаў»).
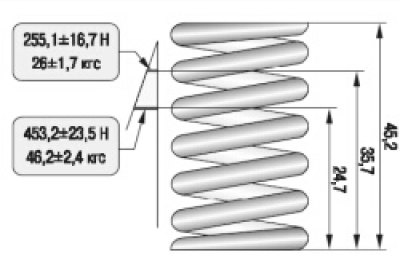
4.11. Параметры праверкі вонкавай спружыны
45. Праверце стан вонкавай і ўнутранай спружын клапанаў. Заменіце спружыны скрыўленыя, паламаныя ці з расколінамі.
46. Для праверкі пругкасці вонкавай спружыны вымерайце яе вышыню ў вольным стане (мал. 4.11), а затым пад двума рознымі нагрузкамі. Калі спружына не адпавядае патрабаваным параметрам, заменіце яе.
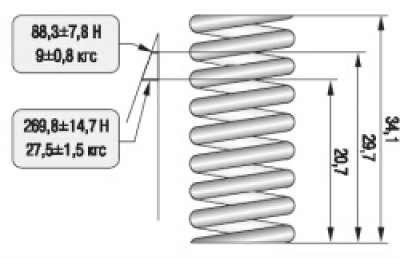
47. Для праверкі пругкасці ўнутранай спружыны вымерайце яе вышыню ў свабодным стане, а затым пад дзвюма рознымі нагрузкамі (мал. 4.12). Калі спружына не адпавядае патрабаваным параметрам, заменіце яе.

48. Агледзіце штурхальнікі клапанаў. Калі на працоўнай паверхні 1 штурхача ёсць задзіракі, драпіны і інш., заменіце штурхачы. На працоўных паверхнях рэгулявальных шайбаў 2 не павінна быць задиров, забоін, драпін, слядоў ступеністага або нераўнамернага зносу металу. Пры такіх дэфектах шайбы трэба замяніць. На шайбах дапушчаюцца канцэнтрычныя сляды прызаробкі з кулачкамі размеркавальнага вала.
49. Праверце зазоры паміж накіроўвалымі ўтулкамі і клапанамі.
Зазоры паміж клапанам і накіроўвалай утулкай, мм:
- намінальны зазор для впускных клапанаў …0,022-0,055
- намінальны зазор для выпускных клапанаў …0,029-0,062
- гранічна дапушчальны зазор для впускных і выпускных клапанаў …0,3
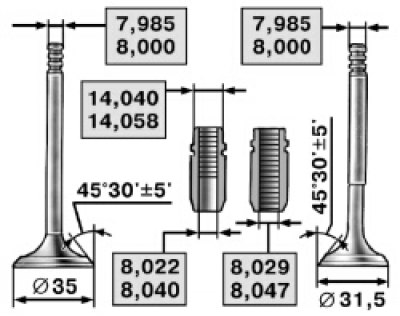
4.13. Памеры клапанаў і іх накіроўвалых утулак
Зазор вылічаецца як рознасць паміж дыяметрам адтуліны ва ўтулцы і дыяметрам стрыжня клапана (мал. 4.13).
Праверку зазору рэкамендуецца выконваць у спецыялізаванай майстэрні, бо для вымярэння дыяметра ўтулак патрэбен адмысловая прылада (нутрамер).

50. Калі зазор не дасягнуў лімітава дапушчальнага, можна паспрабаваць ухіліць яго заменай клапана. Калі гэта не атрымоўваецца ці зазор перавышае лімітава дапушчальны, заменіце накіроўвалую ўтулку. Для гэтага выпрасуйце са боку камеры згарання дэфектную ўтулку адмысловай апраўкай.

51. У запасныя часткі пастаўляюцца ўтулкі са стопарнымі кольцамі 1. Вонкавы дыяметр утулкі павялічаны, дыяметр адтуліны пад клапан паменшаны.

52. Вышмараваўшы ўтулку маторным маслам, устаўце яе ў адмысловую апраўку і запрэсуйце са боку размеркавальнага вала да ўпора стопорного кольцы ў галоўку блока. Разгарніце адтуліну ва ўтулцы з дапамогай разгорткі да 8,022-8,040 мм для впускных клапанаў і да 8,029-8,047 мм для выпускных.

53. Калі ўсталёўваецца стары клапан, зніміце задзірыны з проточак пад сухары. Пасля гэтага неабходна прыцерці клапан да сядла [гл «Прыцірка клапанаў» у падраздзеле «Галоўка блока цыліндраў (рамонт)»].

54. Усталюеце клапаны ў галоўку блока ў адпаведнасці з раней зробленай маркіроўкай, папярэдне вышмараваўшы іх стрыжні маторным алеем.
55. Усталюйце ніжнія талеркі спружын клапанаў.
56. Усталюеце маслосъемные каўпачкі (гл «Замена маслаздымных каўпачкоў»).
57. Заменіце размеркавальны вал, калі на яго шыйках і кулачках з'явіліся сляды зносу, задзіракі і глыбокія рызыкі. У майстэрнях, абсталяваных адмысловымі прыладамі і прынадамі, можна праверыць радыяльнае біццё шыек размеркавальнага вала (яно не павінна перавышаць 0,02 мм) і зазор паміж адтулінамі апор і шыйкамі размеркавальнага вала, які не павінен перавышаць 0,2 мм (зазор для новых дэталяў 0,069 -0,11 мм).
58. Усталюеце размеркавальны вал і карпусы падшыпнікаў (гл "Замена маслосъемных каўпачкоў" у падраздзеле "Замена дэталяў ушчыльнення рухавіка").
59. Усталюйце пракладкі, выпускны калектар і впускную трубу. Звярніце ўвагу, што пад гайкамі (4 шт.), якія мацуюць адначасова впускную трубу і выпускны калектар, усталяваныя шайбы 1 большага дыяметра, чым шайбы 2 пад астатнімі гайкамі…
60. …а пад гайкамі мацавання кранштэйна рэсівера шайбы не ўсталёўваюцца.
61. Усталюйце галоўку на блок цыліндраў (гл. «Замена пракладкі галоўкі блока цыліндраў» у падраздзеле «Замена дэталяў ушчыльнення рухавіка»), праверце зазоры ў прывадзе клапанаў і пры неабходнасці адрэгулюйце іх (гл "Рэгуляванне зазораў у прывадзе клапанаў").