
Főtengely
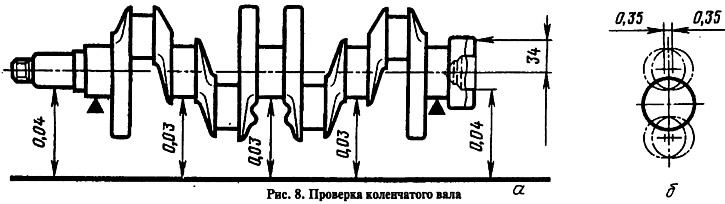
Vizsgálja meg a főtengelyt. A főtengelyen bárhol repedések nem megengedettek. A karcolások, bevágások és kockázatok nem megengedettek a tömszelencék munkaéleihez illeszkedő felületeken. Szerelje fel a forgattyús tengelyt szélsőséges főcsapokkal két prizmára, és ellenőrizze a kifutást a jelzővel az ábrán látható helyeken. 8. Az ábrán látható számok a nyakak megengedett kifutását és elmozdulását mutatják.
Mérje meg a fő és a hajtórúd csapok átmérőjét. A csapokat akkor kell csiszolni, ha az adott főtengely-méretnél 0,005 mm-rel kisebb átmérőjűre kopott, és akkor is, ha a csapok oválissága 0,03 mm-nél nagyobb, vagy karcolások és karcolások vannak rajtuk. A normál méretű nyak átmérői megadva lapon. 1. A javítási méretek nyakának átmérői (0,25-tel csökkentve; 0,5; 0,75; 1,00 mm) egyenlőek az őslakosoknál: 50,545-0,02; 50,295-0,02; 50,045-0,02; 49,795-0,02 mm, és hajtórudakhoz: 47,584-0,02; 47,334-0,02; 47,084-0,02; 46,834-0,02 mm.
Csökkentéssel csiszolja le a nyakakat a legközelebbi javítási méretre. A hajtórúd és a főcsapok tengelyei közötti távolságnak olyannak kell lennie, hogy a dugattyúlöket 66±0,125 mm-en belül legyen a 2105-ös és 2101-es vagy 80-as motoroknál+0,05-0,01 mm a 2103-as motorhoz. A nyakak filéinek sugara 2,8-3 mm legyen.
Köszörülés után a fő- és hajtórúdcsapok oválissága és kúpossága nem lehet több 0,007 mm-nél, a hajtórúdcsapok tengelyeinek elmozdulása a hajtórúd és a főcsapok tengelyein áthaladó síktól±± 0,35 mm (lásd az ábrát. 8). Az ellenőrzéshez szerelje fel a tengelyt szélső csapokkal a prizmákra, és állítsa be a tengelyt úgy, hogy az 1. henger hajtórúdcsapjának tengelye a főcsapok tengelyén átmenő vízszintes síkban legyen. Ezután egy mutató segítségével ellenőrizze a 2., 3. és 4. henger forgattyúscsapjának függőleges elmozdulását az 1. henger forgattyúscsapjához képest. A nyak csiszolása után gyémántpasztával vagy GOI pasztával polírozzuk le.
A nyak csiszolása és ezt követő befejezése után távolítsa el az olajcsatornák dugóit, majd hajtsa ki a fészkeket (dugaszolóaljzat átmérője 10-0,036 mm) dugók maróval A.94016/10, tedd az orsóra A.94016. Alaposan mossa le a főtengelyt és csatornáit, hogy eltávolítsa a csiszolóanyag-maradványokat, és fújja ki sűrített levegővel. Az A.86010 tüskével nyomjon be új dugót, és mindegyiket három ponton tömítse le egy maggal.
A főtengely első orcáján jelölje meg a fő- és a hajtórúd-csapok redukciójának mértékét (például K 0,25; Ш 0,50).
Betétek
A betéteken semmilyen beállítás nem végezhető. A súrlódásgátló réteg kopása, kockázata vagy leválása esetén ezeket újakra kell cserélni. Ha a bélések ellenőrzésekor lehetőség nyílik a további felhasználásra, akkor ellenőrizze a rést közöttük és a főtengelycsapok között.
A rés számítással meghatározható a nyakak átmérőinek, a bélés alatti ágyásoknak és a bélés vastagságának mérésével. Ha a távolság meghaladja a maximálisan megengedettet (0,1 mm a hajtórúdhoz és 0,15 mm a fő csapokhoz), nyakcsiszolás után cserélje ki a perselyeket vastagabbakra. A nyakak megfelelő összeszerelésének és a megfelelő bélésekkel való párosításának jele a főtengely szabad forgása.
Tolóerő félgyűrűk
Csakúgy, mint a béléseken, a félgyűrűknél nem végezhetők illesztési műveletek. Kopás, kockázat és rétegvesztés esetén cserélje ki a félgyűrűket újakra. Akkor is cserélik őket, ha a főtengely axiális hézaga meghaladja a megengedett maximális értéket - 0,35 mm. Válasszon új névleges vastagságú vagy 0,127 mm-rel megnövelt félgyűrűket, hogy 0,06-0,26 mm-es axiális hézagot kapjon.
Ellenőrizze a főtengely axiális hézagát egy mérőórával (lásd az ábrát. 66).
Lendkerék
Ellenőrizze a fogaskerék állapotát, és cserélje ki a lendkereket, ha a fogak sérültek. 1. felület (rizs. 9) lendkerék a főtengely karima mellett, és a tengelykapcsoló tárcsa alatti 3. felületen karcolások és karcolások nem megengedettek. A 3. felület nem síkossága legfeljebb 0,06 mm lehet.

A 3. felületen lévő karcolásokat és karcolásokat egy horony távolítja el, eltávolítva egy legfeljebb 1 mm vastag fémréteget. Ebben az esetben a 2. felületet is megmunkálják a méret megtartása mellett (0,5±0,1) mm. Esztergáláskor biztosítani kell a 2. és 3. felület párhuzamosságát az 1. felülethez képest. A megengedett párhuzamosság nem haladhatja meg a 0,1 mm-t.
Szerelje fel a lendkereket a tüskére, a rögzítőfurat közepére helyezve, hangsúlyt fektetve a 7. felületre, és ellenőrizze a 2. és 3. sík kifutását. A 2. ábrán nyilakkal jelölt helyeken. 9, a jelző nem mutathat 0,1 mm-nél nagyobb ütemet.
A lendkerék cseréjekor annak kiegyensúlyozása nem szükséges.