
Колянов вал
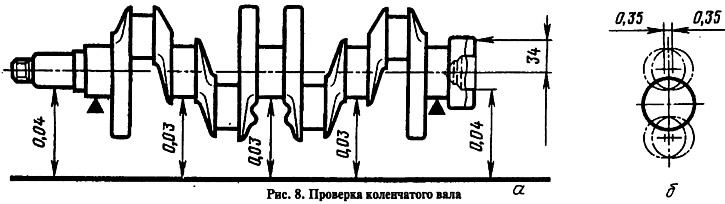
Огледайте коляновия вал. Не се допускат пукнатини навсякъде по коляновия вал. Не се допускат драскотини, драскотини и рискове върху повърхности, съчетаващи се с работните ръбове на салниковите кутии. Монтирайте коляновия вал с екстремни главни шийки на две призми и проверете биенето с индикатора на местата, посочени на фиг. 8. Цифрите на фигурата показват допустимото биене и изместване на шийките.
Измерете диаметрите на главните и биелните шейни. Шините трябва да се шлифоват, когато са износени до диаметър с 0,005 mm по-малък от минималния диаметър за даден размер на коляновия вал, а също и ако овалността на шийките е повече от 0,03 mm или имат драскотини и драскотини. Диаметрите на шийките с нормален размер са дадени в раздел . 1. Диаметрите на шийките на ремонтните размери (намалени с 0,25; 0,5; 0,75; 1,00 mm) са равни съответно на основните: 50,545 -0,02 ; 50.295-0.02 ; 50.045-0.02 ; 49.795-0.02 mm, а за мотовилките: 47.584-0.02 ; 47.334-0.02 ; 47.084-0.02 ; 46.834-0.02 мм.
Шлайфайте шийките с намаление до най-близкия ремонтен размер. Разстоянието между осите на свързващия прът и основните шийки трябва да бъде такова, че ходът на буталото да е в рамките на 66±0,125 mm за двигатели 2105 и 2101 или 80+0,05 -0,01 mm за двигател 2103. Радиусите на филетата на шийките трябва да бъдат 2,8-3 mm.
След шлайфане овалността и конусността на шийките на съединителния прът и на съединителния прът трябва да бъдат не повече от 0,007 mm, а изместването на осите на шийките на съединителния прът от равнината, преминаваща през осите на шийките на свързващия прът и главните шийки, трябва да бъде±0,35 mm (виж фиг. 8). За да проверите, монтирайте вала с крайни шийки върху призмите и поставете вала така, че оста на шийката на мотовилката на 1-ви цилиндър да е в хоризонтална равнина, минаваща през оста на главните шийки. След това използвайте индикатор, за да проверите вертикалното изместване на коляновия болт на 2-ри, 3-ти и 4-ти цилиндър спрямо коляновия болт на 1-ви цилиндър. След шлайфане на шийките ги полирайте с диамантена паста или GOI паста.
След шлайфане и последващо довършване на шийките, отстранете тапите на маслените канали и след това забийте гнездата (диаметър на гнездата под тапата 10 -0,036 mm) на тапите с фреза A. 94016/10, поставен на шпиндела A.94016. Измийте старателно коляновия вал и неговите канали, за да отстраните абразивните остатъци и продухайте със сгъстен въздух. С помощта на дорник A.86010 натиснете нови тапи и уплътнете всяка в три точки със сърцевина.
На първата буза на коляновия вал е отбелязана степента на намаляване на главните и свързващите пръти (например K 0,25; W 0,50).
Вложки
Не могат да се правят корекции на вложките. В случай на надраскване, рискове или разслояване на антифрикционния слой, те се сменят с нови. Ако при проверка на облицовките е възможно да ги използвате допълнително, проверете пролуката между тях и шийките на коляновия вал.
Хлабината може да се определи чрез изчисление чрез измерване на диаметрите на шийките, леглата под обшивките и дебелината на обшивките. В случай, че празнината надвишава максимално допустимата (0,1 mm за свързващ прът и 0,15 mm за основни греди), сменете втулките с други с увеличена дебелина след смилане на шийките. Знак за правилното сглобяване и свързване на шийките със съответните втулки е свободното въртене на коляновия вал.
Натискащи полупръстени
Както и на облицовките, не могат да се извършват монтажни операции на половин пръстени. В случай на надраскване, рискове и разслоявания, сменете половинките с нови. Те също се сменят, ако аксиалната хлабина на коляновия вал надвишава максимално допустимата - 0,35 mm. Изберете нови половин пръстени с номинална дебелина или увеличени с 0,127 mm, за да получите аксиална хлабина от 0,06-0,26 mm.
Проверете аксиалната хлабина на коляновия вал с помощта на циферблат (вижте фиг. 66).
Маховик
Проверете състоянието на зъбния венец и сменете маховика, ако зъбите са повредени. На повърхност 1 (фиг. 9) на маховика, съседна на фланеца на коляновия вал, и на повърхност 3 под диска на съединителя не се допускат драскотини и надрасквания. Неравнинността на повърхността 3 трябва да бъде не повече от 0,06 mm.

Драскотините и надраскванията по повърхността 3 се отстраняват чрез жлеб, като се отстранява метален слой с дебелина не повече от 1 мм. В същото време повърхност 2 също се обработва, като се запазва размерът (0,5±0,1) mm. При завъртане е необходимо да се осигури паралелността на повърхности 2 и 3 спрямо повърхност 1. Допустимият непаралелизъм е не повече от 0,1 mm.
Монтирайте маховика върху дорника, като го центрирате върху монтажния отвор с акцент върху повърхността 7 и проверете изтичането на равнини 2 и 3. На местата, посочени със стрелките на фиг. 9, индикаторът не трябва да показва удари над 0,1 mm.
При смяна на маховика не се изисква балансиране.