
Arbore cotit
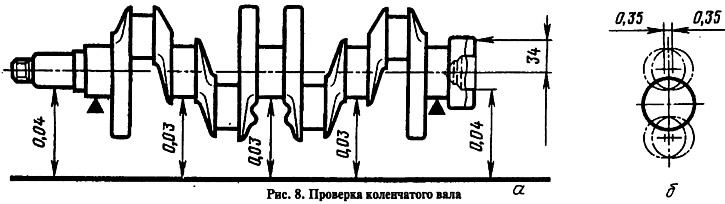
Inspectați arborele cotit. Nu sunt permise fisuri oriunde pe arborele cotit. Nu sunt permise zgârieturi, spărturi și riscuri pe suprafețele care se împerechează cu marginile de lucru ale cutiilor de presa. Montați arborele cotit cu fuste principale extreme pe două prisme și verificați deformarea cu indicatorul în locurile indicate în fig. 8. Numerele din figură arată deplasarea admisă și deplasarea gâturilor.
Măsurați diametrele fustelor principale și ale bielei. Taxele ar trebui să fie șlefuite atunci când sunt uzate la un diametru cu 0,005 mm mai mic decât diametrul minim pentru o anumită dimensiune a arborelui cotit și, de asemenea, dacă ovalitatea fustelor este mai mare de 0,03 mm sau au zgârieturi și zgârieturi. Diametrele gâturilor de mărime normală sunt date în fila. 1. Diametrele gâtului dimensiunilor reparației (redus cu 0,25; 0,5; 0,75; 1,00 mm) sunt egale, respectiv pentru indigeni: 50,545 -0,02; 50,295 -0,02; 50,045 -0,02; 49,795 -0,02 mm, iar pentru biele: 47,584 -0,02; 47,334 -0,02; 47,084 -0,02; 46,834 -0,02 mm.
Slefuiți gâturile cu o scădere până la cea mai apropiată dimensiune de reparație. Distanța dintre axele bielei și pivoturile principale trebuie să fie astfel încât cursa pistonului să fie de 66±0,125 mm pentru motoarele 2105 și 2101 sau 80+0,05 -0,01 mm pentru motorul 2103. Razele fileurilor gâturilor ar trebui să fie de 2,8-3 mm.
După șlefuire, ovalitatea și conicitatea articulațiilor principale și a bielei nu trebuie să fie mai mare de 0,007 mm, iar deplasarea axelor articulațiilor bielei față de planul care trece prin axele bielei și ale articulațiilor principale trebuie să fie de±± 0,35 mm (vezi fig. 8). Pentru verificare, montați arborele cu fuste extreme pe prisme și setați arborele astfel încât axa tijei de biela al primului cilindru să fie într-un plan orizontal care trece prin axa fuselor principale. Apoi utilizați un indicator pentru a verifica deplasarea verticală a manetelor celui de-al 2-lea, al 3-lea și al 4-lea cilindru față de pivotul manivelei primului cilindru. După șlefuirea gâturilor, lustruiți-le cu pastă de diamant sau pastă GOI.
După șlefuirea și finisarea ulterioară a gâturilor, îndepărtați dopurile canalelor de ulei și apoi conduceți cuiburile (diametrul prizei 10 -0,036 mm) dopuri cu freza A.94016/10, se pun pe fusul A.94016. Spălați bine arborele cotit și canalele acestuia pentru a îndepărta reziduurile abrazive și suflați cu aer comprimat. Folosind dornul A.86010, apăsați dopuri noi și calafateați fiecare în trei puncte cu un miez.
Pe primul obraz al arborelui cotit, marcați cantitatea de reducere a suporturilor principale și a bielei (de exemplu, K 0,25; Ø 0,50).
Inserturi
Nu se pot face ajustări pe inserții. In caz de zgarieturi, riscuri sau delaminare a stratului antifrictiune, acestea se inlocuiesc cu altele noi. Dacă, la verificarea căptușelilor, va fi posibilă utilizarea lor în continuare, atunci verificați distanța dintre ele și fusele arborelui cotit.
Decalajul poate fi determinat prin calcul prin măsurarea diametrelor gâturilor, patului sub căptușeli și a grosimii căptușelilor. Dacă spaţiul liber depăşeşte maximul admis (0,1 mm pentru biela și 0,15 mm pentru fuste principale), înlocuiți bucșele cu altele mai groase după șlefuirea gâturilor. Un semn al asamblarii corecte și al împerecherii gâturilor cu garniturile corespunzătoare este rotația liberă a arborelui cotit.
Împingeți jumătate de inele
La fel ca și pe căptușeli, nu pot fi efectuate operațiuni de montare pe jumătate de inele. In caz de zgarieturi, riscuri si delaminari, inlocuiti jumatatea inelelor cu altele noi. De asemenea, sunt înlocuite dacă jocul axial al arborelui cotit depășește maximul admisibil - 0,35 mm. Selectați noi jumătăți de inele de grosime nominală sau mărite cu 0,127 mm pentru a obține un joc axial de 0,06-0,26 mm.
Verificați jocul axial al arborelui cotit cu un comparator (vezi fig. 66).
Volant
Verificați starea inelului și înlocuiți volantul dacă dinții sunt deteriorați. Suprafața 1 (orez. 9) volant adiacent flanșei arborelui cotit și pe suprafața 3 de sub discul de ambreiaj nu sunt permise zgârieturi și zgârieturi. Neplaneitatea suprafeței 3 nu trebuie să fie mai mare de 0,06 mm.

Zgârieturile și zgârieturile de pe suprafața 3 sunt îndepărtate printr-o canelură, îndepărtând un strat de metal cu grosimea nu mai mare de 1 mm. În acest caz, suprafața 2 este de asemenea prelucrată cu menținerea dimensiunii (0,5±0,1) mm. La întoarcere, este necesar să se asigure paralelismul suprafețelor 2 și 3 față de suprafața 1. Neparalelismul admisibil nu este mai mare de 0,1 mm.
Montați volantul pe dorn, centrându-l pe orificiul de montare cu accent pe suprafața 7 și verificați deformarea planurilor 2 și 3. În locurile indicate de săgețile din fig. 9, indicatorul nu trebuie să arate bătăi care depășesc 0,1 mm.
La înlocuirea volantului, nu este necesară echilibrarea acestuia.