
Blok cylindrów
Średnica cylindra, mm:
- klasa A: 79.000–79.010;
- klasa B: 79.010–79.020;
- klasa C: 79.020–79.030;
- klasa D: 79.030–79.040;
- klasa E: 79.040–79.050.
Podczas naprawy bloku cylindrów konieczne jest honowanie cylindrów dla zwiększonych średnic tłoków o wymiarach naprawczych (o 0,4 i 0,8 mm) oraz biorąc pod uwagę zapewnienie szczeliny 0,05–0,07 mm między tłokiem a cylindrem, która jest mierzona w taki sam sposób jak w silniku 2101.
Tłok
Schemat usuwania metalu z tłoka silnika 21011 w celu dostosowania jego masy
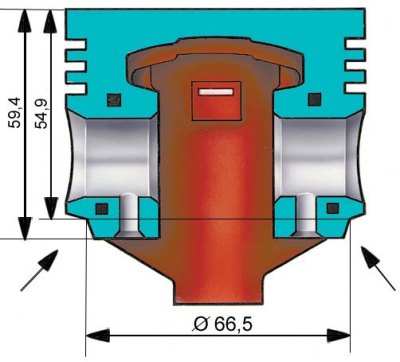
Średnica tłoków różnych klas, mierzona w odległości 52,4 mm od denka tłoka, mm:
- klasa A: 78.940–78.950;
- klasa B: 78.950–78.960;
- klasa C: 78.960–78.970;
- klasa D: 78.970–78.980;
- klasa E: 78.980–78.990.
Do 1988 roku średnice tłoków były o 0,01 mm mniejsze niż podano.
Przyrost wymiarów naprawczych tłoków wynosi 0,4 i 0,8 mm. Do 1986 roku produkowano ponadgabarytowe tłoki ze wzrostem średnicy o 0,4 i 0,7 mm.
Również, podobnie jak w silniku 2101, tłoki jednego silnika nie powinny różnić się masą o więcej niż 2,5 g. Podczas regulacji masy usuwanie metalu nie powinno przekraczać głębokości 4,5 mm w stosunku do nominalnej wysokości tłoka (59,4 mm), a szerokość powinna być ograniczona do średnicy 70,5 mm.
Na spodzie tłoka znajduje się wgłębienie o średnicy 55 mm i głębokości 1,9 mm.
Podczas wciskania sworznia tłokowego w korbowód należy użyć narzędzia 02.7853.9500 zamiast A.60325.
Przy montażu tłoków w cylindrach należy zastosować zestaw tulei 02.7854.9500, podobny do zestawu tulei A.60604 (patrz ryc. V klauzula 9 podsekcji 3.5).
Zestaw 02.7854.9500 zawiera trzy tuleje: jedną do tłoków o standardowym rozmiarze, dwie do tłoków o rozmiarze naprawczym (powiększone o 0,4 i 0,8 mm).