
Ispitivanje
Temeljito operite blok cilindra i očistite kanale za ulje. Nakon puhanja i sušenja komprimiranim zrakom, pregledajte blok cilindra. Nisu dopuštene pukotine na ležajevima ili drugim mjestima u bloku cilindra.
Ako postoji sumnja da je rashladna tekućina ušla u kućište radilice, provjerite nepropusnost bloka cilindra na posebnom postolju. Da biste to učinili, nakon što začepite rupe u rashladnom plaštu bloka cilindra, u njega ubrizgajte vodu sobne temperature pod tlakom od 0,3 MPa (3 kgf/cm2). Unutar 2 minute ne bi trebalo doći do curenja vode iz bloka cilindra.
Ako ulje uđe u rashladnu tekućinu, bez potpunog rastavljanja motora provjerite ima li pukotina u bloku cilindra u područjima uljnih kanala. Da biste to učinili, ispustite rashladnu tekućinu iz rashladnog sustava, uklonite glavu cilindra, napunite rashladni plašt bloka cilindra vodom i dovedite komprimirani zrak u okomiti uljni kanal bloka cilindra. Ako se u vodi koja puni rashladni plašt pojave mjehurići zraka, zamijenite blok cilindra.
Provjerite rascjepnu ravninu bloka cilindra s glavom pomoću ravnala i seta mjerača. Ravnalo je postavljeno duž dijagonala ravnine i u sredini u uzdužnom smjeru i poprijeko. Tolerancija ravnosti je 0,1 mm.
Popravak cilindra
Provjerite prelazi li istrošenost cilindara maksimalno dopušteno - 0,15 mm.
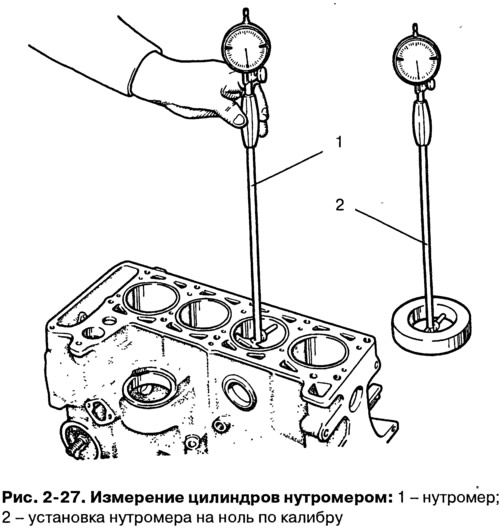
Promjer cilindra mjeri se mjeračem provrta (riža. 2-27) u četiri zone u uzdužnom i poprečnom smjeru motora (riža. 2-28). Kalibar 67.8125.9502 koristi se za postavljanje unutarnjeg mjerača na nulu.
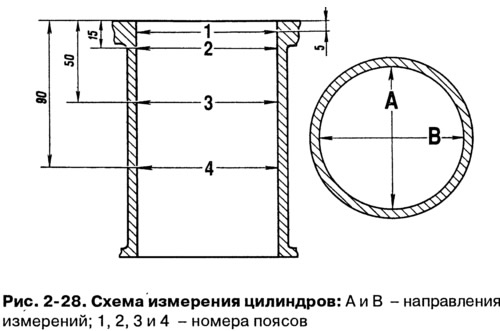
U zoni remena 1, cilindri se praktički ne troše. Prema tome, prema razlici u mjerenjima u prvoj i ostalim zonama, može se procijeniti količina istrošenosti cilindra.
Ako je najveća vrijednost istrošenosti veća od 0,15 mm, izbušite cilindre na najbližu veličinu popravka, ostavljajući dodatak od 0,03 mm za promjer za honanje. Zatim brusite cilindre, održavajući takav promjer da je pri ugradnji odabranog klipa za popravak procijenjeni razmak između njega i cilindra bio 0,025-0,045 mm.