
Radilica
Pregledajte radilicu. Pukotine bilo gdje na koljenastom vratilu nisu dopuštene. Ogrebotine, urezi i rizici nisu dopušteni na površinama koje se spajaju s radnim rubovima kutija za brtvljenje.
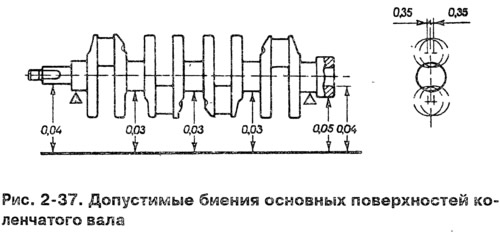
Ugradite radilicu s krajnjim glavnim rukavcima na dvije prizme (riža. 2-37) i provjerite indikator otkucaja:
- korijenski vratovi (ne više od 0,03 mm);
- doletne površine za lančanik i ležaj pogonske osovine mjenjača (ne više od 0,04 mm);
- spojna površina brtve (ne više od 0,05 mm).
Izmjerite promjere glavnih i klipnjača. Grlove treba brusiti ako je njihova istrošenost veća od 0,03 mm ili je ovalnost grla veća od 0,03 mm, te ako na vratovima ima ogrebotina i tragova.
Izbrusite vratove uz smanjenje promjera na najbližu veličinu popravka (riža. 2-36).
Pri mljevenju održavati dimenzije fileta vrata, slične onima navedenima na riža. 2-36 za normalne veličine koljenastog vratila. Ovalnost i konusnost glavnih i klipnjača nakon brušenja ne smije biti veća od 0,005 mm.
Pomak osi klipnjača klipnjače od ravnine koja prolazi kroz osi klipnjače i glavne klipnjače nakon brušenja treba biti unutar±0,35 mm (riža. 2-37). Za provjeru, ugradite osovinu s krajnjim glavnim rukavcima na prizme i postavite osovinu tako da je os klipnjače prvog cilindra u vodoravnoj ravnini koja prolazi kroz os glavnih rukavaca. Zatim pomoću indikatora provjerite vertikalni pomak osovinica 2., 3. i 4. cilindra u odnosu na osovinicu 1. cilindra.
Nakon brušenja vratova, ispolirajte ih dijamantnom pastom ili GOI pastom.
Nakon brušenja i naknadne dorade grla, uklonite čepove uljnih kanala, a zatim obradite ležišta čepova rezačem A.94016/10, nataknite na vreteno A.94016. Temeljito operite koljenasto vratilo i njegove kanale kako biste uklonili ostatke abraziva i ispuhajte ih komprimiranim zrakom. Koristeći trn A.86010, utisnite nove čepove i označite svaki na tri točke središnjim probijačem.
Na prvom obrazu koljenastog vratila označite količinu redukcije glavnih i klipnjača (na primjer, K 0,25; Š 0,50).
Umetci
Na umetcima se ne mogu vršiti nikakva podešavanja. U slučaju habanja, ogrebotina ili raslojavanja, zamijenite obloge novima.
Razmak između košuljica i rukavaca radilice provjerava se proračunom (mjerenje detalja). Prikladno je koristiti kalibriranu plastičnu žicu za provjeru razmaka. U ovom slučaju, metoda provjere je sljedeća:
- temeljito očistite radne površine umetaka i odgovarajućeg vrata i na njegovu površinu stavite komad plastične žice;
- na vrat ugradite klipnjaču s poklopcem ili poklopac glavnog ležaja (ovisno o vrsti provjerenog vrata) i zategnite matice ili vijke. Zategnite matice vijaka klipnjače zakretnim momentom od 51 Nm (5,2 kgfm), i vijci kapica glavnih ležajeva - s okretnim momentom od 80,4 Nm (8,2 kgfm);
- uklonite poklopac i pomoću ljestvice otisnute na pakiranju odredite veličinu razmaka spljoštenom žicom (riža. 2-38).
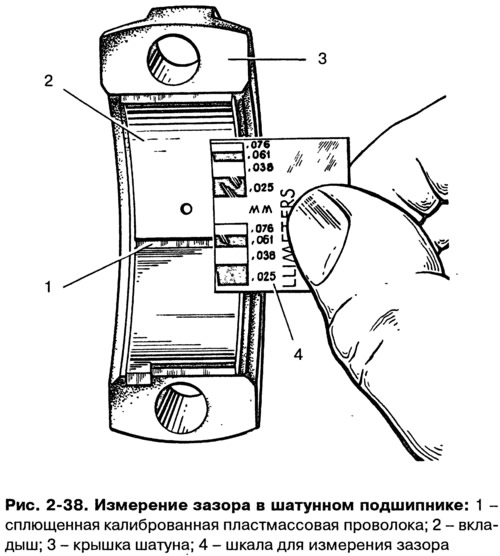
Nazivni projektirani zazor je 0,02-0,07 mm za klipnjaču i 0,026-0,073 mm za glavne rukavce. Ako je zazor manji od granice (0,1 mm za klipnjaču i 0,15 mm za glavne rukavce), možete ponovno koristiti ove slušalice.
Ako je razmak veći od ograničenja, zamijenite obloge na tim vratovima novima.
Ako su rukavci radilice istrošeni i brušeni na veličinu za popravak, zamijenite košuljice onima za popravak (povećana debljina).
Potisni poluprstenovi
Kao i na umetcima, na poluprstenovima se ne mogu izvoditi nikakvi radovi namještanja. U slučaju habanja, rizika ili raslojavanja, zamijenite poluprstenove novima.
Poluprstenovi se također mijenjaju ako aksijalni zazor radilice premašuje maksimalno dopušteno - 0,35 mm. Odaberite nove poluprstenove nominalne debljine ili povećane za 0,127 mm kako biste dobili aksijalni zazor u rasponu od 0,06-0,26 mm.
Aksijalni zazor koljenastog vratila provjerava se pomoću indikatora, kao što je opisano u poglavlju «Sklop motora» (riža. 2-14).
Aksijalni zazor koljenastog vratila može se provjeriti i na motoru ugrađenom u vozilo. U ovom slučaju, aksijalno kretanje radilice nastaje pritiskom i otpuštanjem papučice spojke, a razmak se određuje kretanjem prednjeg kraja radilice.
Zamašnjak
Provjerite stanje naplatka zupčanika i ako su zubi oštećeni zamijenite zamašnjak. Ako je zamašnjak promijenio boju na površini 3 (riža. 2-39), potrebno je provjeriti zategnutost obruča na zamašnjaku. Obruč se ne smije okretati s okretnim momentom od 590 Nm (60 kgfm).
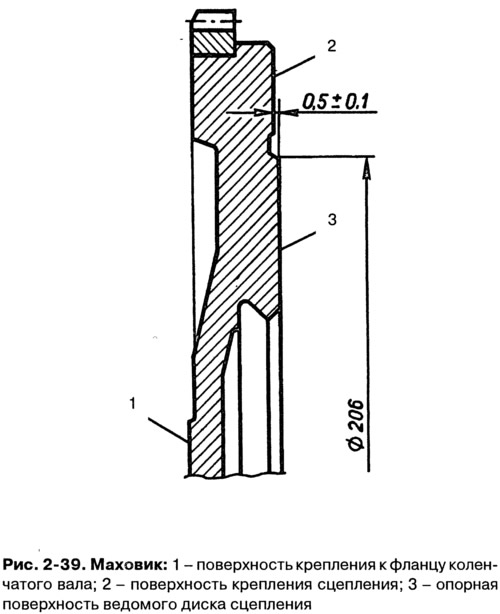
Na površini 1 zamašnjaka uz prirubnicu radilice i na površini 3 ispod diska kvačila nisu dopuštene ogrebotine i ogrebotine.
Uklonite ogrebotine i ogrebotine na površini 3 utorom, uklanjajući metalni sloj debljine najviše 1 mm. U isto vrijeme također brusite površinu 2, održavajući veličinu (0,5±0,1) mm. Kod tokarenja potrebno je osigurati paralelnost površina 2 i 3 u odnosu na površinu 1. Tolerancija neparalelnosti je 0,1 mm.
Ugradite zamašnjak na trn, centrirajte ga na montažnu rupu s naglaskom na površinu 1 i provjerite odstupanje ravnina 2 i 3. U ekstremnim točkama indikator ne bi trebao pokazivati odstupanje veće od 0,1 mm.