
Kľukový hriadeľ
Skontrolujte kľukový hriadeľ. Trhliny kdekoľvek na kľukovom hriadeli nie sú povolené. Škrabance, ryhy a riziká nie sú povolené na povrchoch, ktoré sa spájajú s pracovnými okrajmi upchávok.
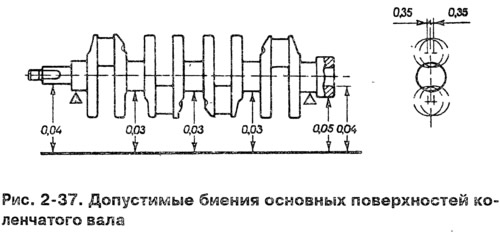
Nainštalujte kľukový hriadeľ s krajnými hlavnými čapmi na dva hranoly (ryža. 2-37) a skontrolujte indikátor tepu:
- koreňové krčky (nie viac ako 0,03 mm);
- dosadacie plochy pre ozubené koleso a ložisko hnacieho hriadeľa prevodovky (nie viac ako 0,04 mm);
- tesniaci povrch (nie viac ako 0,05 mm).
Zmerajte priemery čapu hlavnej a ojnice. Krčky by sa mali brúsiť, ak je ich opotrebovanie väčšie ako 0,03 mm alebo oválnosť krčkov je väčšia ako 0,03 mm, a tiež ak sú na krčkoch škrabance a stopy.
Zbrúste krčky so zmenšením priemeru na najbližšiu opravnú veľkosť (ryža. 2-36).
Pri brúsení dodržujte rozmery filiet hrdla, podobné tým, ktoré sú uvedené na ryža. 2-36 pre normálne veľkosti kľukového hriadeľa. Oválnosť a zúženie hlavných a ojničných čapov po brúsení by nemali byť väčšie ako 0,005 mm.
Posunutie osí ojničných čapov od roviny prechádzajúcej osami ojničných a hlavných čapov po brúsení by malo byť v rozmedzí±0,35 mm (ryža. 2-37). Pre kontrolu nainštalujte hriadeľ s krajnými hlavnými čapmi na hranoly a nastavte hriadeľ tak, aby os čapu ojnice prvého valca bola v horizontálnej rovine prechádzajúcej osou hlavných čapov. Potom pomocou indikátora skontrolujte vertikálne posunutie kľukových čapov 2., 3. a 4. valca vzhľadom na kľukový čap 1. valca.
Po vybrúsení krčkov ich vyleštite diamantovou pastou alebo pastou GOI.
Po vybrúsení a následnej úprave hrdla odstráňte zátky olejových kanálov a následne opracujte objímky zátok frézou A.94016/10, nasaďte na vreteno A.94016. Dôkladne umyte kľukový hriadeľ a jeho kanály, aby ste odstránili abrazívne zvyšky a prefúknite stlačeným vzduchom. Pomocou tŕňa A.86010 zatlačte nové zátky a označte každú v troch bodoch dierovačom.
Na prvom líci kľukového hriadeľa označte veľkosť zníženia hlavného a ojničného čapu (napríklad K 0,25; Ш 0,50).
Vložky
Na vložkách nie je možné vykonávať žiadne úpravy. V prípade odierania, škrabancov alebo delaminácií vymeňte vložky za nové.
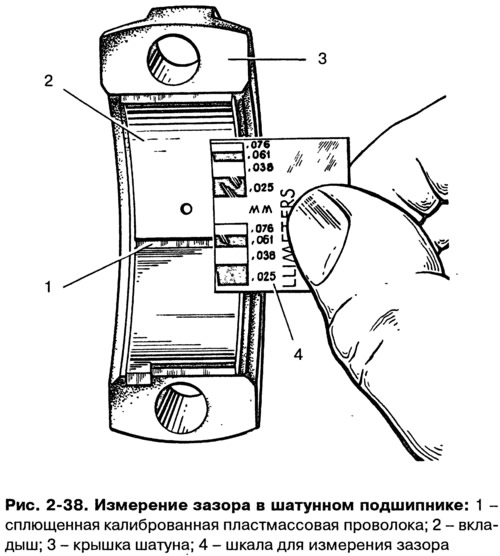
Medzera medzi vložkami a čapmi kľukového hriadeľa sa kontroluje výpočtom (meranie detailov). Na kontrolu medzery je vhodné použiť kalibrovaný plastový drôt. V tomto prípade je metóda overovania nasledovná:
- dôkladne očistite pracovné plochy vložiek a zodpovedajúce hrdlo a na jeho povrch položte kúsok plastového drôtu;
- na krk nainštalujte ojnicu s uzáverom alebo uzáverom hlavného ložiska (v závislosti od typu kontrolovaného krku) a utiahnite matice alebo skrutky. Utiahnite matice skrutiek ojnice momentom 51 Nm (5,2 kgf·m), a skrutky hlavných ložiskových uzáverov - s krútiacim momentom 80,4 N·m (8,2 kgf·m);
- odstráňte kryt a pomocou stupnice vytlačenej na obale určte veľkosť medzery sploštením drôtu (ryža. 2-38).
Menovitá konštrukčná vôľa je 0,02-0,07 mm pre ojnicu a 0,026-0,073 mm pre hlavné čapy. Ak je vôľa menšia ako limit (0,1 mm pre ojnicu a 0,15 mm pre hlavné čapy), môžete tieto slúchadlá znova použiť.
Ak je medzera väčšia ako limit, vymeňte vložky na týchto hrdloch za nové.
Ak sú čapy kľukového hriadeľa opotrebované a brúsené na opravný rozmer, vymeňte vložky za opravné (zvýšená hrúbka).
Ťahové polovičné krúžky
Rovnako ako na vložkách nie je možné vykonávať žiadne montážne operácie na polkrúžkoch. V prípade odierania, rizika alebo delaminácie vymeňte polkrúžky za nové.
Polovičné krúžky sa tiež vymieňajú, ak axiálna vôľa kľukového hriadeľa prekročí maximálnu povolenú hodnotu - 0,35 mm. Vyberte nové polkrúžky s menovitou hrúbkou alebo zväčšené o 0,127 mm, aby ste získali axiálnu vôľu v rozsahu 0,06-0,26 mm.
Axiálna vôľa kľukového hriadeľa sa kontroluje pomocou indikátora, ako je popísané v kapitole «Zostava motora» (ryža. 2-14).
Axiálnu vôľu kľukového hriadeľa je možné skontrolovať aj na motore namontovanom na vozidle. V tomto prípade je axiálny pohyb kľukového hriadeľa vytvorený stlačením a uvoľnením pedálu spojky a medzera je určená pohybom predného konca kľukového hriadeľa.
Zotrvačník
Skontrolujte stav ozubeného venca a ak sú poškodené zuby, vymeňte zotrvačník. Ak má zotrvačník na povrchu zmenu farby 3 (ryža. 2-39), je potrebné skontrolovať tesnosť ráfika na zotrvačníku. Ráfik sa nesmie otáčať krútiacim momentom 590 Nm (60 kgf·m).
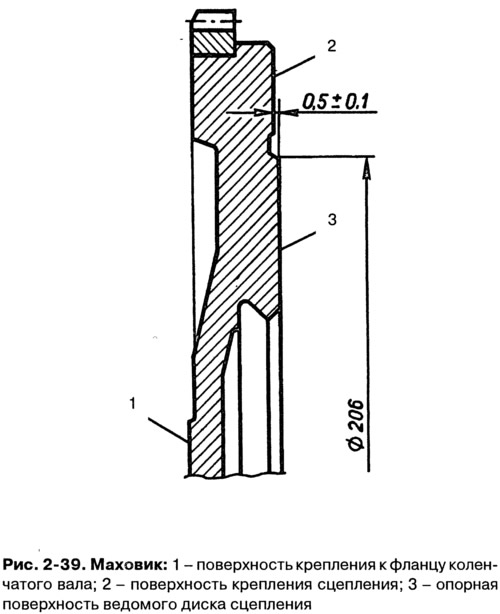
Na povrchu 1 zotrvačníka v blízkosti príruby kľukového hriadeľa a na povrchu 3 pod kotúčom spojky nie sú povolené škrabance a škrabance.
Odstráňte škrabance a škrabance na povrchu 3 pomocou drážky, pričom odstráňte kovovú vrstvu s hrúbkou maximálne 1 mm. Súčasne obrúste aj povrch 2, pričom veľkosť zachováte (0,5±0,1) mm. Pri sústružení je potrebné zabezpečiť rovnobežnosť plôch 2 a 3 vzhľadom na plochu 1. Tolerancia nerovnobežnosti je 0,1 mm.
Namontujte zotrvačník na tŕň, vycentrujte ho na montážny otvor s dôrazom na povrch 1 a skontrolujte hádzanie rovín 2 a 3. V extrémnych bodoch by indikátor nemal ukazovať hádzanie presahujúce 0,1 mm.