
Головка циліндрів
Ретельно промивають головку циліндрів та очищають масляні канали. Видаляють нагар із камер згоряння та з поверхні випускних каналів металевою щіткою.
Оглядають голівку циліндрів. На ліжках під шийки розподільчого валу та в отворах під штовхачі клапанів не повинно бути задир і пошкоджень. Тріщини у будь-яких місцях голівки циліндрів не допускаються. При підозрах на попадання охолодної рідини в олію перевіряють герметичність головки циліндрів.
Для перевірки герметичності закривають отвори охолоджувальної сорочки заглушками і нагнітають насосом воду під тиском 5 кгс/см2. Протягом 2 хв не повинно спостерігатись витікання води з головки циліндрів. Можна перевірити герметичність головки циліндрів стисненим повітрям, для чого заглушають отвори охолоджуючої сорочки заглушками пристосування 67.7871.9510, опускають головку циліндрів у ванну з водою, підігрітою до 60-80°C, і дають їй прогрітися. Потім подають всередину голівки стиснене повітря під тиском 1,5-2 кгс/см2. Протягом 1-1,5 хв не повинно спостерігатись травлення повітря з головки циліндрів.
Сідла клапанів
На робочих фасках сидів (Мал. 46) у зоні контакту з клапанами не повинно бути точкових раковин, слідів корозії та пошкоджень. Якщо є напливи металу за внутрішнім діаметром сідла, в зоні робочої кромки, видаляють їх фрезами А.94092 (для випускного клапана) та А. 94003 (для впускного клапана), витримуючи розміри ∅ 27,6 та ∅ 31 мм. Фрези надягають на шпиндель А.94058 та центруються напрямними стрижнями з комплекту А.94059.
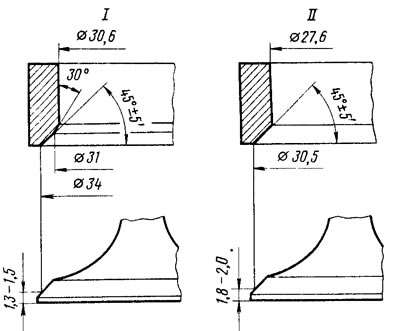
Мал. 46. Профіль сідел і головок впускного (I) та випускного (II) клапанів
Перевіряють герметичність клапанів, для чого ретельно очищають сідла і клапани, встановлюють в головку циліндрів клапани з пружинами і заливають гас у впускні та випускні канали головки циліндрів. При витримці протягом 3 хв не слід спостерігати течії гасу через клапани.
У разі негерметичності клапанів притирають їх до сідла за допомогою притиральної пасти та оправки з гумовою присоскою або спеціальним дрилем, повертаючи клапан поперемінно в обидві сторони. Під час притирання під клапан рекомендується встановлювати віджимну пружину з малою пружністю.
Після притирання ретельно промивають сідла та клапани від притиральної пасти і продувають стисненим повітрям.
Клапани
Видаляють нагар із клапанів. Перевіряють, чи не деформовано стрижень (непрямолінійність стрижня не більше 0,015 мм) і чи немає тріщин на головці клапана. Пошкоджений клапан замінюють.
Перевіряють стан робочої фаски клапана. При дрібних пошкодженнях можна прошліфувати, витримуючи кут фаски 45°30'±5'. При цьому відстані від нижньої площини головки клапана до базових діаметрів (∅ 34 та ∅ 30,5 мм) мають бути такими, як зазначено на рис. 46.
Напрямні втулки клапанів. Перевіряють зазор між напрямними втулками та стрижнями клапанів, вимірявши діаметр стрижня клапана та отвір напрямної втулки. Величина зазору повинна відповідати даним табл. 1. Якщо зазор більший за допустимий, замінюють клапан. Якщо надмірний зазор не усувається лише заміною клапана, замінюють і напрямну втулку. Для цієї операції користуються оправкою A.60153/R*, запресовуючи втулки з надітим кільцем стопорним до упору його в тіло головки циліндрів.
* Ступінчаста оправка діаметром і довжиною відповідно 12,5 і 58 мм. Діаметр центруючого хвостовика 7,75 мм.
У запасні частини направляючі втулки поставляються зі збільшеним на 0,02 мм зовнішнім діаметром і з припуском внутрішнього діаметру. Тому після запресування розгортають отвори в напрямних втулках розгортками (А.90310/1 для втулок впускних клапанів та А.90310/2 для випускних клапанів).
Потім перевіряють герметичність клапанів і при необхідності притирають клапани до сідла.
Масловідбивні ковпачки напрямних втулок
У масловідбивних ковпачків не допускаються відшарування гуми від арматури, тріщини та надмірне зношування робочої кромки. При ремонті двигуна масловідбивні ковпачки рекомендується завжди замінювати на нові.
Замінювати пошкоджені ковпачки необхідно на знятій головці циліндрів, щоб не погнути стрижні клапанів. Для напресування ковпачків користуються оправкою 41.7853.4016 (див. рис. 40).
Пружини та штовхачі
Пружини контролюють на пружність та наявність тріщин. Пружність пружин клапанів перевіряється по довжині пружини у вільному стані (44,7 мм зовнішня та 35,2 мм внутрішня) та під навантаженням: 26+1,9 -1,5 та 47,4+2,5 -2,3 кгс для зовнішньої (при цьому довжина повинна бути відповідно 33,7 та 24,7 мм); 11+1,1 -0,7 та 29+1,6 -1,4 кгс для внутрішньої (при цьому довжина відповідно 29,7 та 20,7 мм).
Перевіряють стан робочої поверхні штовхача. На ній не повинно бути задир і подряпин. При пошкодженнях штовхач замінюють.
Регулювальні шайби, болти кріплення головки циліндрів
Робочі поверхні шайб повинні бути гладкими, без вибоїн, подряпин та задир. На них не повинно бути ступінчастого чи одностороннього зношування, натиру металу. Допускаються концентричні сліди від приробітку з кулачками розподільчого валу.
При багаторазовому використанні болтів кріплення головки циліндрів вони витягуються. Тому перевіряють, чи не перевищує довжина болта 135,5 мм (без урахування висоти головки болта), і якщо вона більша, то замінюють болт новим.