
Cap cilindru
Spălați bine chiulasa și curățați canalele de ulei. Îndepărtați depunerile de carbon de pe camerele de ardere și de pe suprafața canalelor de evacuare cu o perie metalică.
Inspectați chiulasa. Pe paturile de sub suporturile arborelui cu came și în găurile pentru ridicătorii de supape nu trebuie să existe zgârieturi sau deteriorari. Nu sunt permise fisuri în orice loc al chiulasei. Dacă bănuiți că lichidul de răcire a intrat în ulei, verificați etanșeitatea chiulasei.
Pentru a verifica etanșeitatea, închideți orificiile mantalei de răcire cu dopuri și pompați apă sub o presiune de 5 kgf/cm2. În 2 minute nu ar trebui să existe scurgeri de apă din chiulasă. Puteți verifica etanșeitatea chiulasei cu aer comprimat, pentru care se astupă găurile din mantaua de răcire cu dopurile sculei 67.7871.9510, se coboară chiulasa într-o baie de apă încălzită la 60-80°C și se lasa sa se incalzeasca 5 minute. Apoi aer comprimat este introdus în cap la o presiune de 1,5-2 kgf/cm2. În decurs de 1-1,5 minute, gravarea aerului de la chiulasa nu trebuie observată.
Scaune supapelor
Pe teşiturile de lucru ale şeilor (orez. 46) în zona de contact cu supapele nu trebuie să existe zâmbituri, coroziune și deteriorare. Dacă există căderi de metal de-a lungul diametrului interior al scaunului, în zona marginii de lucru, atunci acestea sunt îndepărtate cu tăietoare A.94092 (pentru supapa de evacuare) și A. 94003 (pentru supapa de admisie), păstrând dimensiunile ∅ 27,6 și ∅ 31 mm. Frezele se pun pe axul A.94058 si se centreaza cu tije de ghidare din setul A.94059.
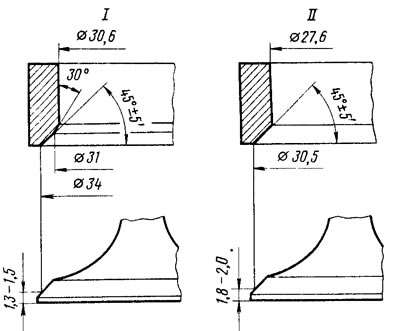
Orez. 46. Profilul scaunelor și capetelor de admisie (I) si absolvire (II) supape
Ei verifică etanșeitatea supapelor, pentru care curăță cu atenție scaunele și supapele, instalează supape cu arcuri în chiulasă și toarnă kerosen în canalele de admisie și de evacuare ale chiulasei. Când țineți timp de 3 minute, nu trebuie observată nicio scurgere de kerosen prin supape.
În caz de scurgeri ale supapelor, șlefuiți-le până la scaune folosind pastă de lepăt și un dorn cu o ventuză de cauciuc sau un burghiu special, rotind supapa alternativ în ambele direcții. În timpul lepăturii sub supapă, se recomandă instalarea unui arc de eliberare cu elasticitate scăzută.
După șlefuire, scaunele și supapele sunt spălate temeinic din pasta de leuit și suflate cu aer comprimat.
Supape
Îndepărtați depunerile de carbon de pe supape. Verificați dacă tija este deformată (nerectitudinea tijei nu este mai mare de 0,015 mm) și nu există crăpături pe capul supapei. Supapa deteriorată este înlocuită.
Verificați starea teșiturii de lucru a supapei. În caz de deteriorare minoră, poate fi șlefuit, menținând un unghi de teșire de 45°30’±5’. În acest caz, distanțele de la planul inferior al capului supapei la diametrele de bază (∅ 34 și ∅ 30,5 mm) ar trebui să fie așa cum se arată în fig. 46.
Ghidajele supapelor. Verificați jocul dintre ghidajele supapei și tijele supapei măsurând diametrul tijei supapei și alezajul tijei supapei. Dimensiunea decalajului trebuie să corespundă datelor fila. 1. Dacă jocul este mai mare decât valoarea admisă, înlocuiți supapa. Dacă jocul excesiv nu poate fi corectat doar prin înlocuirea supapei, înlocuiți și bucșa de ghidare. Pentru aceasta operatie se foloseste dornul A.60153 / R *, apasand bucsele cu inelul de retinere pus pana se opreste de corpul chiulasei.
* Mandrin treptat cu diametrul și lungimea de 12,5 și respectiv 58 mm. Diametrul tijei de centrare 7,75 mm.
Ca piese de schimb, bucșele de ghidare sunt furnizate cu un diametru exterior mărit cu 0,02 mm și cu o rezervă pentru diametrul interior. Prin urmare, după presare, găuriți bucșele de ghidare cu alezoare (A.90310/1 pentru bucșe supapei de admisie și A.90310/2 pentru evacuare).
Apoi verificați etanșeitatea supapelor și, dacă este necesar, șlefuiți supapele de scaune.
Capace deflectoare de ulei pentru bucșe de ghidare
La garniturile de ulei, delaminarea cauciucului de la fitinguri, fisurile și uzura excesivă a marginii de lucru nu sunt permise. La repararea motorului, se recomandă înlocuirea întotdeauna a garniturilor de ulei cu altele noi.
Este necesar să înlocuiți capacele deteriorate de pe chiulasa demontată pentru a nu îndoi tijele supapelor. Pentru a presa capacele, utilizați dornul 41.7853.4016 (vezi fig. 40).
Arcuri și tije de împingere
Arcurile sunt verificate pentru elasticitate și fisuri. Elasticitatea arcurilor supapei este verificată de lungimea arcului în stare liberă (44,7 mm extern și 35,2 mm intern) și sub sarcină: 26+1,9 -1,5 și 47,4+2,5 -2,3 kgf pentru exterior (în timp ce lungimea ar trebui să fie de 33,7 și respectiv 24,7 mm); 11+1,1 -0,7 și 29+1,6 -1,4 kgf pentru intern (în timp ce lungimea este de 29,7 și respectiv 20,7 mm).
Verificați starea suprafeței de lucru a împingătorului. Nu ar trebui să aibă zgârieturi sau zgârieturi. În caz de deteriorare, împingătorul este înlocuit.
Șaibe de reglare, șuruburi chiulasă
Suprafețele de lucru ale șaibelor trebuie să fie netede, fără zgârieturi, zgârieturi și zgârieturi. Nu ar trebui să aibă uzură treptă sau unilaterală, frecare cu metal. Sunt permise marcaje concentrice de rodaj cu came arborelui cu came.
Cu utilizarea repetată a șuruburilor chiulasei, acestea sunt scoase. Prin urmare, se verifică dacă lungimea șurubului depășește 135,5 mm (fără a ține cont de înălțimea capului șurubului), iar dacă este mai mult, înlocuiți șurubul cu unul nou.