
Curățare și inspecție generală
Spălați bine blocul cilindrilor și curățați canalele de ulei. Suflați și uscați blocul cilindrilor cu aer comprimat, în special canalele de ulei.
Inspectați blocul cilindrilor. Dacă există crăpături în rulmenți sau în altă parte în blocul cilindrilor, acesta trebuie înlocuit.
Verificarea etanșeității blocului cilindrilor
Dacă există suspiciunea că lichidul de răcire a intrat în carter, atunci pe un suport special puteți verifica etanșeitatea blocului de cilindri. Pentru a face acest lucru, după ce ați astupat găurile din mantaua de răcire a blocului cilindric, injectați apă la temperatura camerei la o presiune de 0,3 MPa (3 kgf/cm2). În două minute, nu ar trebui să existe scurgeri de apă din blocul cilindrilor.
Dacă uleiul intră în lichidul de răcire, atunci fără a demonta complet motorul, verificați dacă există fisuri în blocul cilindrilor în zonele canalelor de ulei. Pentru a face acest lucru, goliți lichidul de răcire din sistemul de răcire, îndepărtați chiulasa, umpleți mantaua de răcire a blocului cilindri cu apă și furnizați aer comprimat canalului vertical de ulei al blocului cilindri. Dacă apar bule de aer în apa care umple mantaua de răcire, înlocuiți blocul cilindrilor.
Cilindrii
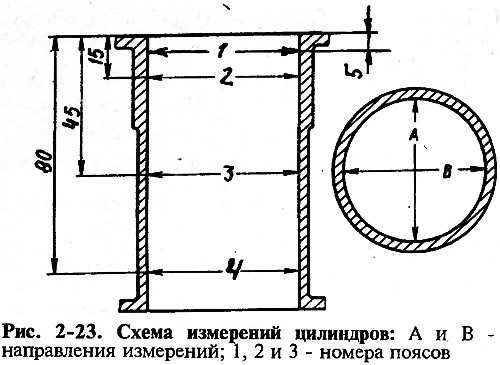
Verificați dacă uzura cilindrilor depășește maximul admis - 0,15 mm. Diametrul cilindrului este măsurat cu un calibre (orez. 2-22) în patru zone, atât pe direcția longitudinală, cât și pe cea transversală a motorului (orez. 2-23). Calibrul 67.8125.9501 este folosit pentru a seta ecartamentul interior la zero.

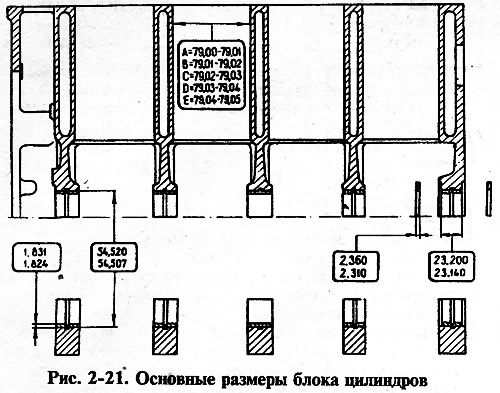
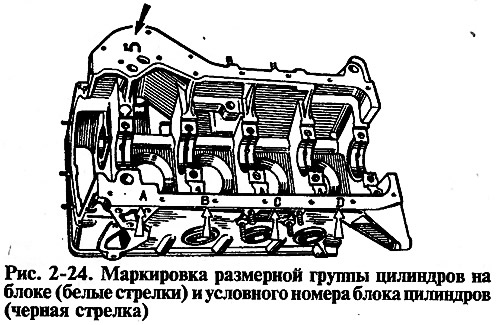
Notă. Cilindrii blocului sunt împărțiți în diametru cu 0,01 mm în cinci clase: A, B, C, D, E. Clasa de cilindri este marcată pe planul inferior al blocului (orez. 2-24). Pe același plan, precum și pe capacele rulmentului principal, este ștampilat numărul condiționat al blocului cilindric, ceea ce indică faptul că capacele aparțin acestui bloc
În zona de centură I, cilindrii practic nu se uzează. Prin urmare, prin diferența de măsurători în prima și în alte zone, se poate aprecia cantitatea de uzură a cilindrului.
Dacă valoarea maximă a uzurii este mai mare de 0,15 mm, alezați cilindrii la cea mai apropiată dimensiune de reparație a pistoanelor (mărită cu 0,4 sau 0,8 mm), lăsând o toleranță de 0,03 mm pentru diametrul de șlefuire. Apoi șlefuirea cilindrilor, menținând un astfel de diametru încât la instalarea pistonului de reparare selectat, distanța estimată între acesta și cilindru a fost de 0,06-0,08 mm (din 1988 decalajul a fost redus la 0,05-0,07 mm).
Avionul de despărțire a capului
Pot exista deformari pe planul de despicare al blocului cilindric cu capul, deci verificati planul despicat cu o rigla si un set de calibre. Rigla este instalată de-a lungul diagonalelor planului și în mijloc în direcția longitudinală și transversală. Dacă planeitatea depășește 0,1 mm, înlocuiți blocul cilindrilor.