
Профил на седлото на входящия клапан
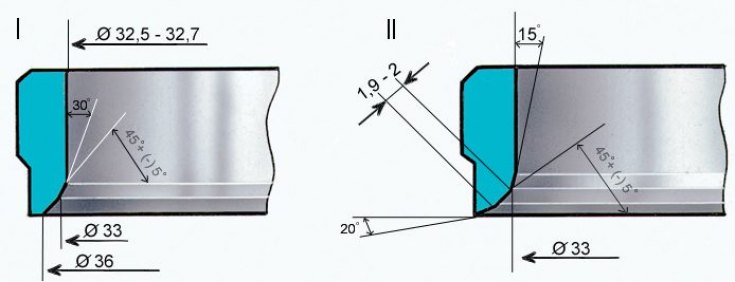
I - нова седалка; II - седалка след ремонт
Профил на седлото на изпускателния клапан
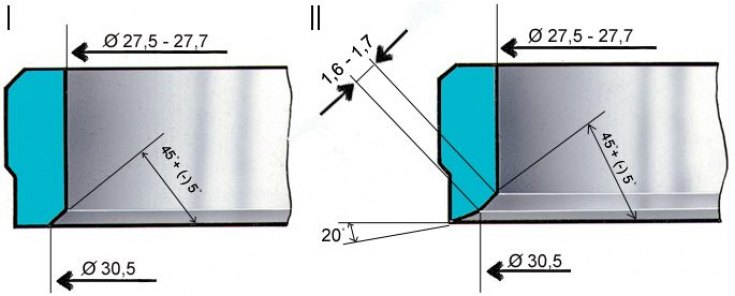
I - нова седалка; II - седалка след ремонт
Формата на фаските на леглата на клапаните е показана на фиг. Профил на леглото на входящия клапан и фиг. Профил на седлото на изпускателния клапан.
Повърхностите на седлото (контактната зона на клапана) не трябва да съдържат вдлъбнатини, корозия и повреди. Малките повреди могат да бъдат поправени чрез шлайфане на седалките. В същото време отстранете възможно най-малко метал. Можете да мелите както ръчно, така и с мелница.
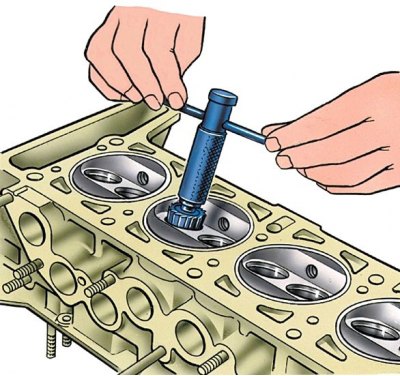
Шлифоване
1. Инсталирайте главата на стойката A.60353, поставете стеблото A.94059 във водача на клапана и почистете фаските на гнездата от въглеродни отлагания със зенкери A.94031 и A.94092 за леглата на изпускателните клапани и зенкери A.94003 и A.94101 за леглата на всмукателните клапани. Зенкерите се поставят на шпиндела A.94058 и се центрират от направляващата щанга A.94059.
Внимание! Прътите A.94059 се предлагат в два различни диаметъра: A.94059/1 за водачи на всмукателния клапан и A.94059/2 за водачи на изпускателния клапан.
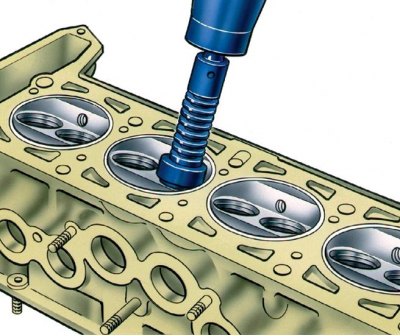
2. Поставете пружина A.94069/5 на водещ прът A.94059, монтирайте коничен кръг A.94078 за леглата на изпускателния клапан или кръг A.94100 за всмукателни легла на шпиндела A.94069 клапани, фиксирайте шпиндела в мелница и смилайте седлото на клапана.
3. В момента, в който колелото докосне седалката, машината трябва да се изключи, в противен случай ще се появят вибрации и скосяването ще бъде неправилно.
4. Препоръчително е колелото да се облича по-често с диамант.
5. За леглата на изпускателния клапан регулирайте ширината на фаската до стойностите, показани на фиг. Профил на леглото на изпускателния клапан, зенкер A.94031 (ъгъл 20°) и зенкер A.94092, което елиминира деформационното втвърдяване по вътрешния диаметър. Зенкерите се поставят на шпиндела A.94058 и, както при шлайфане, се центрират с прът A.94059.
6. При гнездата на входящия клапан регулирайте ширината на фаската до стойностите, показани на фиг. Профилът на седалката на входящия клапан, като първо се обработва вътрешната фаска със зенкер A.94003 до получаване на размер с диаметър 33 mm, а след това 20°скосяване със зенкер A.94101 до работна фаска с ширина от Получават се 1,9–2,0 мм.