
Цилиндров блок
Чугун, лят. Цилиндрите на блока са разделени на 5 класа по диаметър (през 0,01 mm). Класът на цилиндъра (латинска буква) е щампован върху долната равнина на блока срещу всеки цилиндър. Възможно е пробиване на цилиндри за ремонт на бутала.
Капачките на главните лагери на коляновия вал се обработват машинно като комплект с цилиндровия блок, така че не са взаимозаменяеми и имат маркировки по външната повърхност, за да ги различите (вижте Фиг. 36). Капачките на основните лагери са закрепени към блока със самозаключващи се болтове, чиято замяна с други е неприемлива.
Бутало
Излят от алуминиева сплав. Според външния диаметър буталата са разделени на пет класа (A, B, C, D, E) до 0,01 mm. Външната повърхност на буталото има сложна форма: тя е конична по височина и овална в напречно сечение. Следователно е необходимо да се измерва диаметърът на буталото само в равнина, перпендикулярна на буталния болт, на разстояние 51,5 mm от короната на буталото.
Според диаметъра на отвора за буталния болт буталата се делят на три класа (1, 2, 3) до 0,004 mm. Класове на диаметър на буталото 4 (фиг. 5) и отвори за бутални щифтове 5 са щамповани върху челото на буталото.
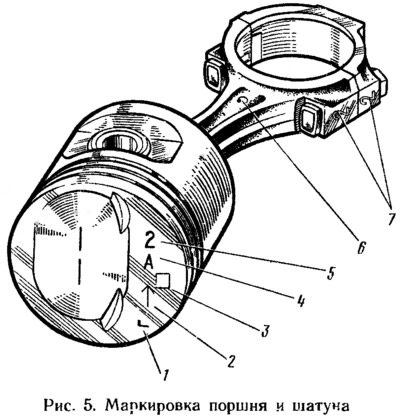
Отворът на щифта е изместен спрямо оста на буталото с 1,2 mm, така че стрелка 2 на короната на буталото показва как правилно да ориентирате буталото, когато го монтирате в цилиндъра. Той трябва да бъде насочен към задвижването на разпределителния вал по същия начин като отвор 6 на мотовилката за изхода на маслото.
Буталата са сортирани по тегло в три групи: нормални, увеличени с 5 g и намалени с 5 g. Маркировка 1 на короната на буталото съответства на тези групи: "G", "+" и "-". На всеки двигател и двете бутала трябва да бъдат от една и съща група по маса. Буталата с ремонтни размери се произвеждат с външен диаметър, увеличен с 0,4 и 0,8 mm. Дъната на буталата са маркирани с триъгълник или квадрат 3. Триъгълник съответства на увеличение на външния диаметър с 0,4 mm, а квадрат - с 0,8 mm.
Като резервни части се доставят бутала от класове A, C, E. Тези класове са достатъчни за избор на бутало за всеки цилиндър, тъй като буталата и цилиндрите са разделени на класове с известно припокриване по размер. Например, бутало от клас C може да пасне на цилиндри от клас B и D. При ремонт на двигатели буталата обикновено се сменят за износени цилиндри, следователно бутало от клас C може да пасне на леко износен цилиндър, който има клас B. Основното при избора бутало е, че монтажната междина между буталото и цилиндъра е възможно най-близо до изчислената стойност (0,025-0,045 mm).
Бутални пръстени
Изработен от чугун. Горният компресионен пръстен е с хромирана бъчвообразна външна повърхност. Долният компресионен пръстен е тип скрепер. Маслен скреперен пръстен - с хромирани работни ръбове и разширяваща се винтова пружина.
Бутален щифт
Стомана, пресована в горната глава на мотовилката и се върти свободно в издатините на буталото. Според външния диаметър пръстите са разделени на три класа през 0,004 мм. Класът е маркиран с боя на края на пръста: синият знак е 1-ви клас, зеленият е 2-ри, а червеният е 3-ти клас.
Свързващ прът
Стомана, обработена заедно с капака, поради което не са взаимозаменяеми поотделно. За да не се объркат капаците и биелите по време на монтажа, те са щамповани с номер 7 на цилиндъра (виж фиг. 5), в който са монтирани.
Колянов вал
Отливка, чугун, 3 опори. Възможно е повторно шлифоване на шийките на коляновия вал по време на ремонт с намаляване на диаметъра от 0,25; 0,5; 0,75 и 1,00 мм.
Аксиалното движение на коляновия вал е ограничено от два устойчиви стоманено-алуминиеви полупръстена. Те се вкарват в гнездата на цилиндровия блок от двете страни на средния основен лагер. Полухалките се изработват в два размера - нормален и уголемен с 0,127 мм.
Корпусите на лагерите на коляновия вал са тънкостенни, стоманено-алуминиеви. Основни лагерни черупки с жлеб на вътрешната повърхност, биелни лагери без жлеб. Ремонтните втулки са направени с увеличена дебелина под шийките на коляновия вал, намалени с 0,25; 0,5; 0,75 и 1,00 мм.
Маховик
Чугун, с пресован стоманен венец за стартиране на двигателя със стартер. Маховикът е центриран с цилиндрична издатина на фланеца на коляновия вал. По отношение на коляновия вал, маховикът трябва да бъде монтиран в строго определено положение, тъй като има балансираща глава от едната страна. Поради това в маховика е предвиден отвор, от който влиза регулираща втулка, натисната във фланеца на коляновия вал. За да контролирате положението на маховика на задната му равнина в близост до зъбния венец има монтажна маркировка под формата на конусен отвор. Тя трябва да е срещу осите на шийките на мотовилката. Маховикът се балансира отделно от коляновия вал.