
Cylinder block
Cast iron, cast. Block cylinders are divided into 5 classes according to their diameter (through 0.01 mm). Cylinder class (latin letter) knocked out on the bottom plane of the block against each cylinder. It is possible to bore cylinders for repair pistons.
The crankshaft main bearing caps are machined as an assembly with the cylinder block, so they are not interchangeable and have risks on the outer surface to distinguish (see fig. 36). The main bearing caps are attached to the block with self-locking bolts, the replacement of which with others is unacceptable.
Piston
Cast from aluminum alloy. The outer diameter of the pistons are divided into five classes (A, B, C, D, E) through 0.01 mm. The outer surface of the piston has a complex shape: it is conical in height and oval in cross section. Therefore, it is necessary to measure the piston diameter only in a plane perpendicular to the piston pin, at a distance of 51.5 mm from the piston crown.
According to the diameter of the hole for the piston pin, pistons are divided into three classes (1, 2, 3) through 0.004 mm. Piston diameter classes 4 (pic. 5) and the holes for the piston pin 5 are stamped on the piston crown.
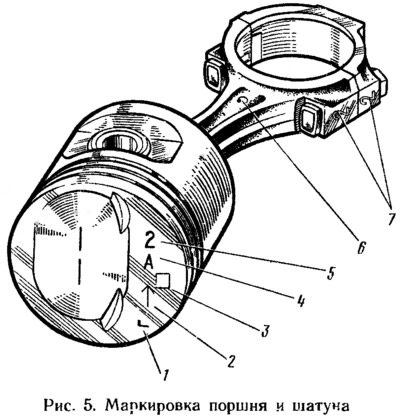
The pin hole is offset from the piston axis by 1.2 mm, so arrow 2 on the piston crown shows how to correctly orient the piston when installing it in the cylinder. It should be directed towards the camshaft drive in the same way as hole 6 on the connecting rod for oil outlet.
By weight, the pistons are sorted into three groups: normal, increased by 5 g and reduced by 5 g. Marking 1 on the piston crown corresponds to these groups: «G», «+» and «—». On each engine, both pistons must be of the same mass group. Pistons of repair dimensions are manufactured with an outer diameter increased by 0.4 and 0.8 mm. Piston bottoms are marked with a triangle or square 3. A triangle corresponds to an increase in the outer diameter by 0.4 mm, and a square - by 0.8 mm.
Pistons of classes A, C, E are supplied as spare parts. These classes are sufficient for selecting a piston for any cylinder, since pistons and cylinders are divided into classes with some overlap in size. For example, a class C piston may fit class B and D cylinders. When repairing engines, pistons are usually replaced for worn cylinders, therefore, a class C piston may fit a slightly worn cylinder that had a class B. The main thing when choosing a piston is that the mounting gap between the piston and the cylinder was as close as possible to the calculated (0.025—0.045 mm).
Piston rings
Made from cast iron. The top compression ring is with a chrome-plated barrel-shaped outer surface. The lower compression ring is a scraper type. Oil scraper ring - with chrome-plated working edges and expanding coil spring.
Piston pin
Steel, pressed into the upper head of the connecting rod and rotates freely in the piston bosses. According to the outer diameter, the fingers are divided into three classes through 0.004 mm. The class is marked with paint on the end of the finger: the blue mark is the 1st class, the green one is the 2nd, and the red one is the 3rd class.
Connecting rod
Steel, processed together with the cover, and therefore they are not interchangeable individually. In order not to confuse the covers and connecting rods during assembly, they are stamped with the number 7 of the cylinder (see fig. 5), in which they are installed.
Crankshaft
Cast, cast iron, 3-support. It is possible to regrind the crankshaft journals during repairs with a diameter reduction of 0.25; 0.5; 0.75 and 1.00 mm.
The axial movement of the crankshaft is limited by two persistent steel-aluminum half rings. They are inserted into the seats of the cylinder block on both sides of the middle main bearing. Half rings are made in two sizes - normal and enlarged by 0.127 mm.
The crankshaft bearing shells are thin-walled, steel-aluminum. Main bearing shells with a groove on the inner surface, connecting rod bearings without a groove. Repair liners are made of increased thickness under the crankshaft journals, reduced by 0.25; 0.5; 0.75 and 1.00 mm.
Flywheel
Cast iron, with a pressed steel ring gear for starting the engine with a starter. The flywheel is centered with a cylindrical protrusion on the crankshaft flange. Relative to the crankshaft, the flywheel must be installed in a strictly defined position, since it has a balancing boss on one side. Therefore, a hole is provided in the flywheel, from which an adjusting sleeve enters, pressed into the crankshaft flange. To control the position of the flywheel on its rear plane near the ring gear there is a mounting mark in the form of a cone hole. It should be against the axes of the connecting rod journals. The flywheel is balanced separately from the crankshaft.