
Цилиндрова глава
Измийте старателно главата на цилиндъра и почистете маслените канали. Отстранете въглеродните отлагания от горивните камери и от повърхността на изпускателните канали с телена четка.
Огледайте главата на цилиндъра. Не се допускат пукнатини във всички места на главата на цилиндъра. Ако подозирате, че охлаждащата течност е попаднала в маслото, проверете херметичността на главата на цилиндъра.
За да проверите херметичността, затворете отворите в охладителната риза на главата на цилиндъра с тапите, включени в комплекта на инструмент A.60334 (фиг. 2-45). Изпомпвайте вода в охладителната риза на главата на цилиндъра при налягане от 0,5 MPa (5 kgf / cm2). В рамките на 2 минути не трябва да има изтичане на вода от главата на цилиндъра.
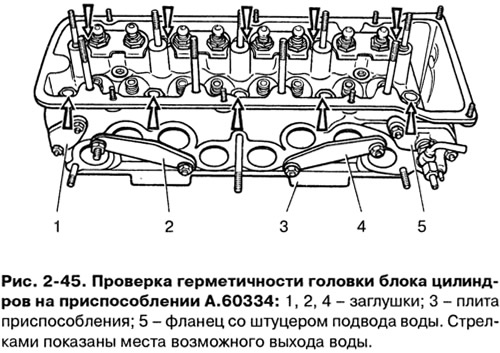
Можете също така да проверите херметичността на главата на цилиндъра със сгъстен въздух, за което също монтирайте пробките на инструмент A.60334 на главата на цилиндъра. Потопете главата на цилиндъра във вана с вода, загрята до 60-80°C и я оставете да се затопли за 5 минути. След това подайте сгъстен въздух вътре в главата при налягане от 0,15-0,2 MPa (1,5-2 kgf / cm2). В рамките на 1-1,5 минути не трябва да се наблюдават въздушни мехурчета от главата.
Седла на клапани
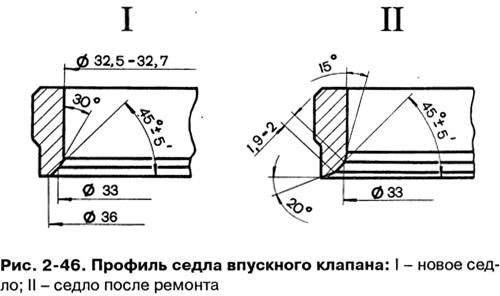
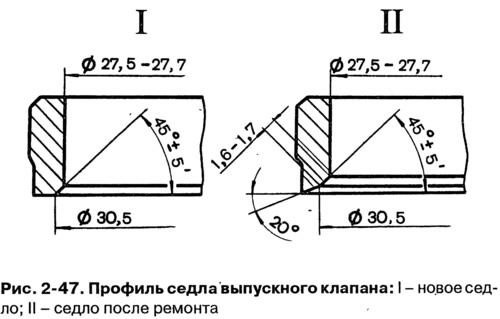
Формата на фаските на леглата на клапаните е показана на фиг. 2-46 и 2-47. Повърхностите на седлото (контактната зона на клапана) не трябва да съдържат вдлъбнатини, корозия и повреди. Малките повреди могат да бъдат поправени чрез шлайфане на седалките, като се отстрани възможно най-малко метал. Можете да мелите както ръчно, така и с мелница.
За да шлайфате седалките, монтирайте главата на цилиндъра върху стойка, вкарайте пръта A.94059 във водача на клапана и почистете фаските на седалките от въглеродни отлагания със свредла A.94031 и A.94092 за седалките на изпускателните клапани и A.94003 и A.94101 свредла за легла на всмукателни клапани. Зенкерите се поставят на шпиндела A.94058 и се центрират от направляващата щанга A.94059. Тези пръти се предлагат в два различни диаметъра: A.94059/1 за водачи на всмукателния клапан и A.94059/2 за водачи на изпускателния клапан.
Поставете пружината A.94069/5 върху водещия прът A.94059, монтирайте на шпиндела A.94069 коничния кръг A.94078 за леглата на изпускателния клапан или кръга A.94100 за леглата на входящия клапан, фиксирайте шпиндела в шлайфане машина и шлайфане на леглото на клапана (фиг. .2-48).
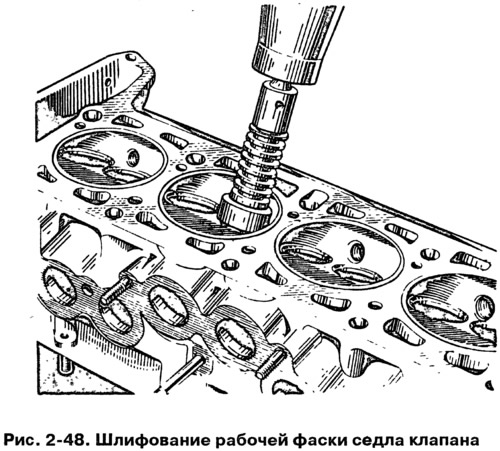
В момента, в който колелото докосне седалката, машината трябва да се включи, в противен случай ще се появят вибрации и фаската ще бъде неправилна. Препоръчително е колелото да се обработва по-често с диамантен инструмент.
За седалките на изпускателните клапани донесете ширината на работната фаска до стойностите, посочени на фиг. 2-46, със зенкер A.94031 (ъгъл 20°) и зенкер A.94092, който елиминира деформационното втвърдяване по вътрешния диаметър. Зенкерите се поставят на шпиндела A.94058 и точно както при шлайфането се центрират с пръта A.94059.
При гнездата на входящия клапан донесете ширината на работната фаска до стойностите, посочени на фиг. 2-47, като първо се обработва вътрешната фаска със зенкер A.94003 (фиг. 2-49) до получаване на диаметър 33 mm, а след това 20°скосяване със зенкер A.94101 до работна фаска с ширина от 1,9-2 мм се получава.

Вентили
Отстранете саждите от клапаните. Проверете дали прътът е деформиран и дали има пукнатини по плочата. Сменете повредения клапан.
Проверете състоянието на лицето на клапана. В случай на лека повреда, може да се шлайфа, като се поддържа ъгъл на фаска 45°30'±5'. В този случай разстоянията от долната равнина на диска на клапана до диаметрите на основата (36 и 30,5 mm) трябва да бъдат в границите, посочени на фиг. 2-50.

Водач на клапани
Проверете хлабината между водачите на клапана и стеблото на клапана, като измерите диаметъра на втулката на клапана и отвора на водача на клапана.
Очаквана хлабина за нови втулки: 0,022-0,055 mm за всмукателни клапани и 0,029-0,062 mm за изпускателни клапани; максимално допустимият граничен просвет (по време на износване) е 0,3 mm, при условие че няма повишен шум от газоразпределителния механизъм.
Ако увеличената хлабина между направляващата втулка и клапана не може да бъде елиминирана чрез подмяна на клапана, сменете втулките на клапана с помощта на инструмент A.60153/R за натискане и натискане навътре (фиг. 2-51).

Натиснете водещите втулки със задържащия пръстен, докато спре в тялото на главата на цилиндъра.
След пресоване разширете отворите в направляващите втулки с райбери A.90310/1 (за втулки на входящи клапани) и A.90310/2 (за втулки на изпускателни клапани).
Когато ремонтирате двигателя, винаги сменяйте капачките на масления дефлектор с нови.
Сменете повредените маслени уплътнения със свалена глава на цилиндъра. За пресоване на капачките използвайте дорник 41.7853.4016.
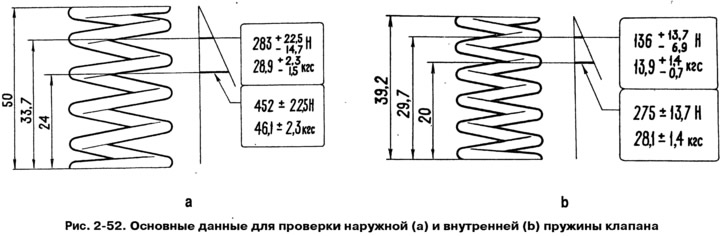
Пружини
Уверете се, че пружините не са напукани и не са загубили своята еластичност, за което проверете деформацията им при натоварване (фиг. 2-52).
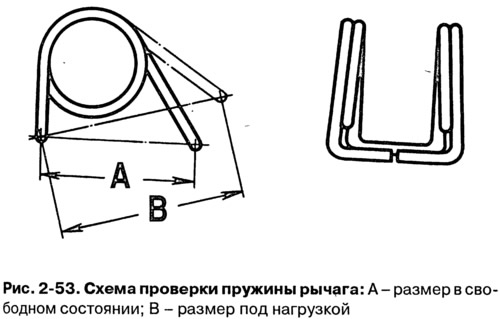
За лостови пружини (фиг. 2-53) размерът A (пружина в свободно състояние) трябва да бъде 35 mm, а размерът B при натоварване от 51-73,5 N (5,2-7,5 kgf) - 43 mm.
Болтове на цилиндровата глава
При многократно използване на болтовете те се издърпват. Затова проверете дали дължината на оста на болта (без дължината на главата) не надвишава 120 mm, ако е по-дълъг, сменете болта с нов.
Когато сменяте болтове, не ги бъркайте с болтове от други двигатели VAZ от същия тип (2101, 21011, 2103, 2107, 2121), които имат подобни болтове, но от различна стомана.
Болтовете на двигателя 21213 имат дължина на резбата 70 мм (други двигатели имат 30 мм), а болтовете 21213 нямат отличителен знак (отвори с диаметър 7,5 мм) в отвора на ключа.
Лостове за клапани
Проверете състоянието на работните повърхности на лоста, свързващи се с стеблото на клапана, с гърбицата на разпределителния вал и със сферичния край на регулиращия болт. Ако по тези повърхности се появят цепки или петна, сменете лоста с нов.
Ако се установи деформация или друга повреда върху втулката на регулиращия болт на лоста или върху самия болт, сменете и тези части.