
Głowica cylindra
Dokładnie umyj głowicę cylindrów i oczyść kanały olejowe. Usuń osady węglowe z komór spalania iz powierzchni kanałów wydechowych za pomocą szczotki drucianej.
Sprawdź głowicę cylindrów. Pęknięcia w jakichkolwiek miejscach głowicy cylindrów są niedozwolone. Jeśli podejrzewasz, że płyn chłodzący dostał się do oleju, sprawdź szczelność głowicy cylindrów.
W celu sprawdzenia szczelności należy zamknąć otwory w płaszczu chłodzącym głowicy cylindrów zaślepkami znajdującymi się w zestawie narzędzi A.60334 (Ryż. 2-45). Wpompować wodę do płaszcza chłodzącego głowicy cylindrów pod ciśnieniem 0,5 MPa (5 kgf/cm2). W ciągu 2 minut nie powinno dojść do wycieku wody z głowicy cylindrów.
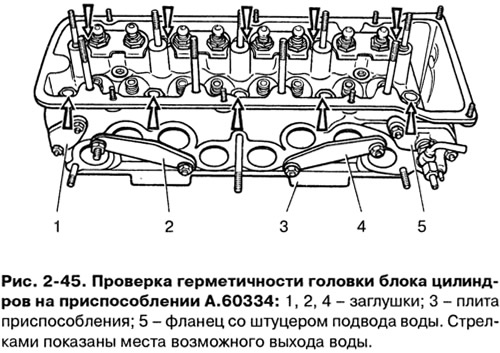
Możesz również sprawdzić szczelność głowicy cylindrów za pomocą sprężonego powietrza, w tym celu również zamontuj korki narzędzia A.60334 na głowicy cylindrów. Zanurz głowicę cylindra w kąpieli wodnej podgrzanej do 60-80°C i pozwól jej się rozgrzać przez 5 minut. Następnie do głowicy doprowadź sprężone powietrze o ciśnieniu 0,15-0,2 MPa (1,5-2 kgf/cm2). W ciągu 1-1,5 minuty nie powinno być widocznych pęcherzyków powietrza z głowy.
Gniazda zaworowe
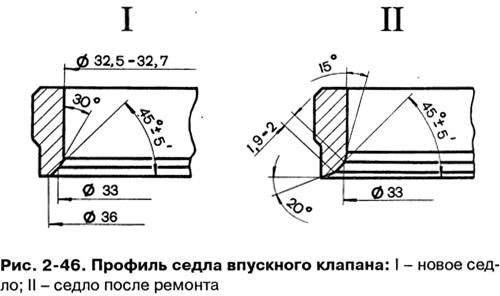
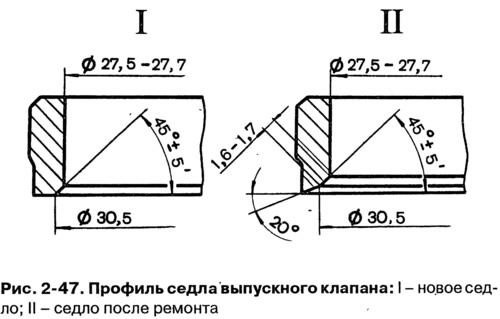
Kształt sfazowań gniazd zaworów pokazano na ryc. 2-46 i 2-47. Na fazach roboczych siodełek (obszar styku zaworu) nie powinno być żadnych wżerów, korozji ani uszkodzeń. Drobne uszkodzenia można naprawić szlifując siedzenia, usuwając jak najmniej metalu. Możesz szlifować zarówno ręcznie, jak i za pomocą młynka.
Aby wyszlifować gniazda, zamontuj głowicę cylindrów na stojaku, włóż pręt A.94059 do prowadnicy zaworu i oczyść sfazowania gniazd z nagaru za pomocą wierteł A.94031 i A.94092 do gniazd zaworów wydechowych i A.94003 oraz wiertła A.94101 do gniazd zaworów dolotowych. Pogłębiacze są nakładane na wrzeciono A.94058 i centrowane za pomocą pręta prowadzącego A.94059. Pręty te są dostępne w dwóch różnych średnicach: A.94059/1 do prowadnic zaworów dolotowych i A.94059/2 do prowadnic zaworów wydechowych.
Nałożyć sprężynę A.94069/5 na prowadnicę A.94059, założyć na trzpień A.94069 koło stożkowe A.94078 dla gniazd zaworów wydechowych lub koło A.94100 dla gniazd zaworów dolotowych, zamocować wrzeciono w szlifierce i zeszlifować gniazdo zaworu (Ryż. 2-48).
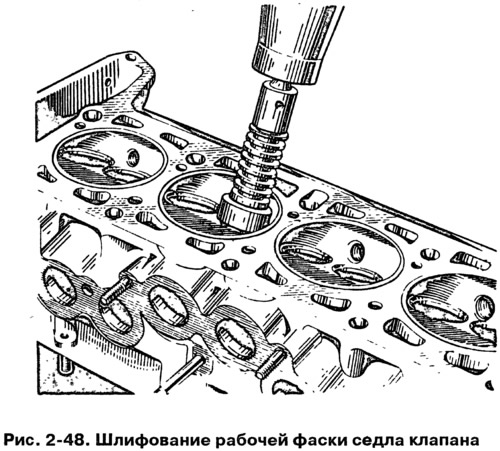
W momencie, gdy koło dotknie gniazda, maszyna musi być włączona, w przeciwnym razie wystąpią wibracje i faza będzie nieprawidłowa. Zaleca się częstsze obciąganie koła narzędziem diamentowym.
W przypadku gniazd zaworów wydechowych doprowadź szerokość fazy roboczej do wartości określonych na ryc. 2-46, pogłębiacz A.94031 (kąt 20°) oraz pogłębiacz A.94092, który eliminuje utwardzanie na średnicy wewnętrznej. Pogłębiacze nakładamy na wrzeciono A.94058 i podobnie jak przy szlifowaniu centrujemy prętem A.94059.
Na gniazdach zaworów wlotowych doprowadź szerokość fazy roboczej do wartości określonych na ryc. 2-47, najpierw obróbka sfazowania wewnętrznego pogłębiaczem A.94003 (Ryż. 2-49) aż do uzyskania średnicy 33 mm, a następnie fazowanie 20°pogłębiaczem A.94101 aż do uzyskania roboczej fazki o szerokości 1,9-2 mm.

Zawory
Usuń sadzę z zaworów. Sprawdź, czy pręt nie jest zdeformowany i czy na płycie nie ma pęknięć. Wymienić uszkodzony zawór.
Sprawdź stan powierzchni czołowej zaworu. W przypadku drobnych uszkodzeń można ją zeszlifować zachowując kąt fazowania 45°30'±5'. W tym przypadku odległości od dolnej płaszczyzny dysku zaworu do średnic podstawy (36 i 30,5 mm) powinna mieścić się w granicach pokazanych na rys. 2-50.

Prowadnice zaworów
Sprawdź luz między prowadnicami zaworu a trzpieniem zaworu, mierząc średnicę tulei zaworu i otwór prowadnicy zaworu.
Szacowany luz dla nowych tulei: 0,022-0,055 mm dla zaworów dolotowych i 0,029-0,062 mm dla zaworów wydechowych; maksymalny dopuszczalny prześwit (kiedy jest noszony) - 0,3 mm, pod warunkiem, że nie występuje zwiększony hałas mechanizmu dystrybucji gazu.
Jeśli zwiększonego luzu między tuleją prowadzącą a zaworem nie można wyeliminować przez wymianę zaworu, należy wymienić tuleje zaworów za pomocą narzędzia A.60153/R do wciskania i wciskania (Ryż. 2-51).

Wciśnij tuleje prowadzące z założonym pierścieniem ustalającym, aż oprze się o korpus głowicy cylindrów.
Po wciśnięciu rozwiercić otwory w tulejach prowadzących rozwiertakami A.90310/1 (do tulei zaworów ssących) i A.90310/2 (do tulei zaworu wydechowego).
Podczas naprawy silnika zawsze wymieniaj korki deflektora oleju na nowe.
Wymienić uszkodzone uszczelki olejowe przy zdjętej głowicy cylindrów. Do dociśnięcia zaślepek użyj trzpienia 41.7853.4016.
Sprężyny
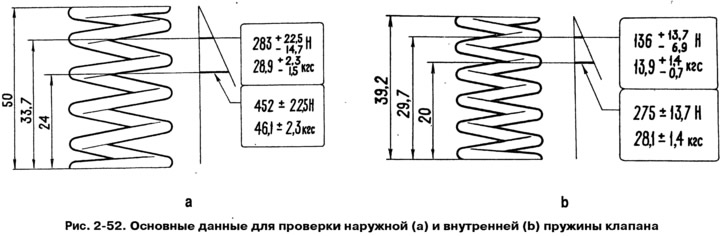
Upewnij się, że sprężyny nie są popękane, a ich elastyczność nie zmniejszyła się, w tym celu sprawdź ich odkształcenie pod obciążeniem (Ryż. 2-52).
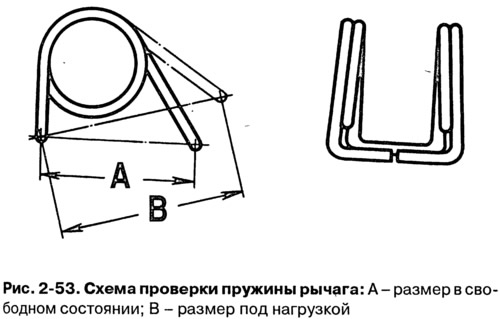
Do sprężyn dźwigniowych (Ryż. 2-53) rozmiar A (wolna wiosna) powinna wynosić 35 mm, a wymiar B pod obciążeniem 51-73,5 N (5,2-7,5 kgf) - 43 mm.
Śruby mocowania głowicy cylindrów
Przy wielokrotnym użyciu śrub są one wyciągane. Dlatego sprawdź, czy długość trzonu śruby nie przekracza (długość głowy nie jest wliczona w cenę) 120 mm, jeśli jest więcej, wymień śrubę na nową.
Podczas wymiany śrub nie należy ich mylić ze śrubami z innych silników VAZ tego samego typu (2101, 21011, 2103, 2107, 2121), mające podobne śruby, ale z innej stali.
Śruby silnika 21213 mają długość gwintu 70 mm (inne silniki 30 mm), a śruby 21213 nie posiadają oznaczenia wyróżniającego (studzienki o średnicy 7,5 mm) w dziurce od klucza.
Dźwignie zaworów
Sprawdzić stan powierzchni roboczych dźwigni współpracujących z trzpieniem zaworu, krzywką wałka rozrządu oraz kulistym końcem śruby regulacyjnej. Jeśli na tych powierzchniach pojawią się wyszczerbienia lub ślady, wymień dźwignię na nową.
Jeśli na tulei śruby regulacyjnej dźwigni lub na samej śrubie zostanie stwierdzone odkształcenie lub inne uszkodzenie, należy również wymienić te części.