
Hlava motora
Dôkladne umyte hlavu valcov a vyčistite olejové kanáliky. Odstráňte karbónové usadeniny zo spaľovacích komôr a z povrchu výfukových kanálov pomocou drôtenej kefy.
Skontrolujte hlavu valcov. Trhliny na akýchkoľvek miestach hlavy valcov nie sú povolené. Ak máte podozrenie, že sa do oleja dostala chladiaca kvapalina, skontrolujte tesnosť hlavy valcov.
Na kontrolu tesnosti zatvorte otvory v chladiacom plášti hlavy valcov zátkami, ktoré sú súčasťou súpravy náradia A.60334 (ryža. 2-45). Do chladiaceho plášťa hlavy valcov načerpajte vodu s tlakom 0,5 MPa (5 kgf/cm2). Do 2 minút by z hlavy valcov nemala unikať voda.
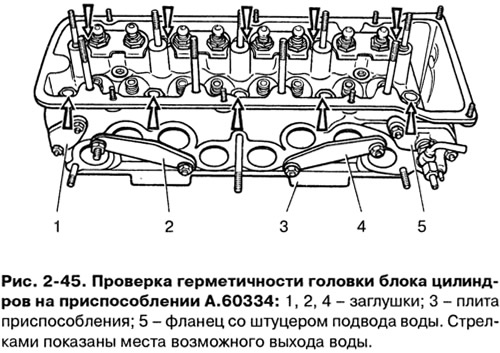
Tesnosť hlavy valcov môžete skontrolovať aj stlačeným vzduchom, na čo nainštalujte aj zátky prípravku A.60334 na hlavu valcov. Hlavu valca ponorte do kúpeľa s vodou zohriatej na 60-80°C a nechajte 5 minút zohriať. Potom priveďte do hlavy stlačený vzduch pod tlakom 0,15-0,2 MPa (1,5 – 2 kgf/cm2). V priebehu 1-1,5 minúty by z hlavy nemali byť pozorované žiadne vzduchové bubliny.
Sedlá ventilov
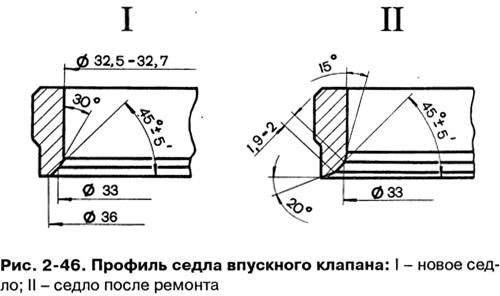
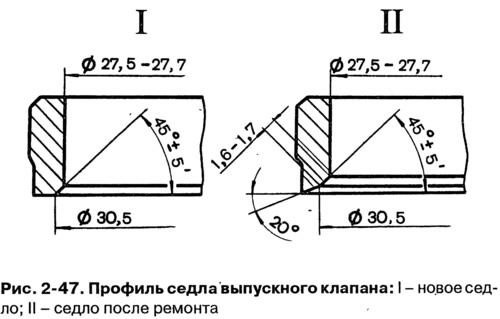
Tvar skosenia sediel ventilov je znázornený na obr. 2-46 a 2-47. Na pracovných skoseniach sediel (kontaktná plocha ventilu) nesmie tam byť žiadna jamka, korózia alebo poškodenie. Drobné poškodenia je možné opraviť brúsením sedadiel, odstránením čo najmenšieho množstva kovu. Brúsiť môžete ručne aj brúskou.
Na brúsenie sediel nainštalujte hlavu valcov na stojan, vložte tyč A.94059 do vedenia ventilu a skosenie sediel očistite od karbónových usadenín pomocou vrtákov A.94031 a A.94092 na sedlá výfukových ventilov a A.94003 a A.94101 vrtáky pre sedlá sacích ventilov. Záhlbníky sú nasadené na vreteno A.94058 a vycentrované pomocou vodiacej tyče A.94059. Tieto tyče sú dostupné v dvoch rôznych priemeroch: A.94059/1 pre vodidlá sacích ventilov a A.94059/2 pre vodidlá výfukových ventilov.
Nasaďte pružinu A.94069/5 na vodiacu tyč A.94059, na vreteno A.94069 namontujte kužeľový kruh A.94078 pre sedlá výfukových ventilov alebo kruh A.94100 pre sedlá sacích ventilov, vreteno upevnite v brúske a vybrúste sedlo ventilu (ryža. 2-48).
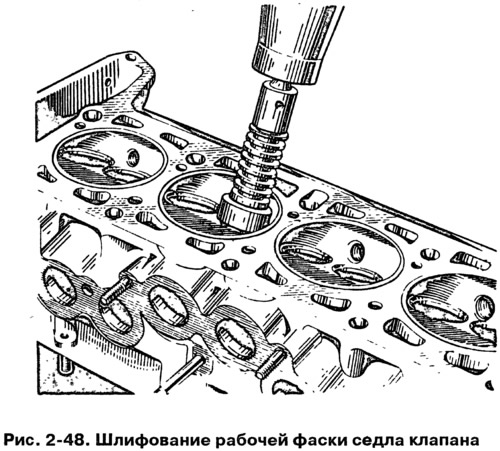
V momente, keď sa koleso dotkne sedadla, musí byť stroj zapnutý, inak dôjde k vibráciám a skosenie bude nesprávne. Kotúč sa odporúča častejšie upravovať diamantovým nástrojom.
V prípade sediel výfukových ventilov nastavte šírku pracovného skosenia na hodnoty uvedené na obr. 2-46, zahĺbenie A.94031 (uhol 20°) a záhlbník A.94092, ktorý eliminuje kalenie na vnútornom priemere. Záhlbníky sa nasadzujú na vreteno A.94058 a rovnako ako pri brúsení sa centrujú pomocou tyče A.94059.
Na sedlách vstupného ventilu nastavte šírku pracovného skosenia na hodnoty uvedené na obr. 2-47, najskôr opracovanie vnútorného skosenia so záhlbníkom A.94003 (ryža. 2-49) kým sa nedosiahne priemer 33 mm, a potom skosenie 20°so zahĺbením A.94101, kým sa nezíska pracovné skosenie so šírkou 1,9-2 mm.

Ventily
Odstráňte sadze z ventilov. Skontrolujte, či nie je tyč zdeformovaná a či na doske nie sú praskliny. Vymeňte poškodený ventil.
Skontrolujte stav čela ventilu. V prípade menšieho poškodenia je možné ho prebrúsiť pri zachovaní uhla skosenia 45°30'±5'. V tomto prípade sú vzdialenosti od spodnej roviny kotúča ventilu k priemerom základne (36 a 30,5 mm) by mala byť v rámci limitov znázornených na obr. 2-50.

Vodidlá ventilov
Skontrolujte vôľu medzi vodidlami ventilu a driekom ventilu meraním priemeru ventilového puzdra a otvoru vodidla ventilu.
Odhadovaná vôľa pre nové puzdrá: 0,022-0,055 mm pre sacie ventily a 0,029-0,062 mm pre výfukové ventily; maximálna povolená vôľa (pri nosení) - 0,3 mm za predpokladu, že nedochádza k zvýšenému hluku mechanizmu distribúcie plynu.
Ak zväčšenú vôľu medzi vodiacou objímkou a ventilom nemožno odstrániť výmenou ventilu, potom vymeňte ventilové objímky pomocou nástroja A.60153/R na zalisovanie a zalisovanie (ryža. 2-51).

Zatlačte vodiace puzdrá s nasadeným poistným krúžkom, kým sa nezastavia na telese hlavy valcov.
Po zalisovaní rozšírte otvory vo vodiacich puzdrách výstružníkmi A.90310/1 (pre puzdrá sacích ventilov) a A.90310/2 (pre puzdrá výfukových ventilov).
Pri oprave motora vždy vymeňte uzávery deflektorov oleja za nové.
Poškodené olejové tesnenia vymeňte s demontovanou hlavou valcov. Na lisovanie uzáverov použite tŕň 41.7853.4016.
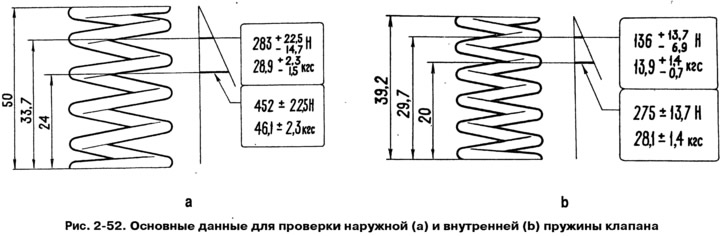
Pružiny
Uistite sa, že pružiny nie sú prasknuté a ich elasticita sa neznížila, skontrolujte ich deformáciu pri zaťažení (ryža. 2-52).
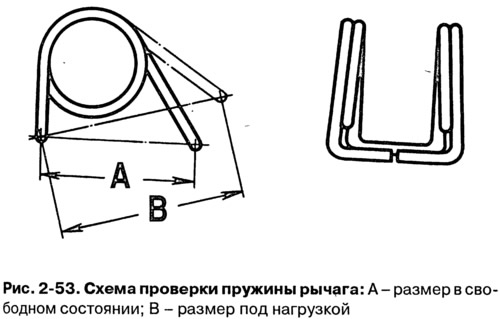
Pre pákové pružiny (ryža. 2-53) veľkosť A (voľná pružina) by mala byť 35 mm a rozmer B pri zaťažení 51-73,5 N (5,2-7,5 kgf) - 43 mm.
Skrutky upevnenia hlavy valcov
Pri opakovanom použití skrutiek sa vytiahnu. Preto skontrolujte, či dĺžka hriadeľa skrutky nepresahuje (dĺžka hlavy nie je zahrnutá) 120 mm, ak je to viac, vymeňte skrutku za novú.
Pri výmene skrutiek si ich nezamieňajte so skrutkami z iných motorov VAZ rovnakého typu (2101, 21011, 2103, 2107, 2121), s podobnými skrutkami, ale z inej ocele.
Skrutky motora 21213 majú dĺžku závitu 70 mm (ostatné motory 30 mm), a skrutky 21213 nemajú rozlišovaciu značku (jamky s priemerom 7,5 mm) v kľúčovej dierke.
Ventilové páky
Skontrolujte stav pracovných plôch páky, ktorá sa zhoduje s driekom ventilu, s vačkou vačkového hriadeľa a s guľovým koncom nastavovacej skrutky. Ak sa na týchto povrchoch objavia ryhy alebo stopy, vymeňte páčku za novú.
Ak zistíte deformáciu alebo iné poškodenie na puzdre nastavovacej skrutky páky alebo na samotnej skrutke, vymeňte aj tieto diely.