
Cap cilindru
Spălați bine chiulasa și curățați canalele de ulei. Îndepărtați depunerile de carbon de pe camerele de ardere și de pe suprafața canalelor de evacuare cu o perie de sârmă.
Inspectați chiulasa. Nu sunt permise fisuri în orice loc al chiulasei. Dacă bănuiți că lichidul de răcire a intrat în ulei, verificați etanșeitatea chiulasei.
Pentru a verifica etanșeitatea, închideți orificiile din mantaua de răcire a chiulasei cu dopurile incluse în trusa de scule A.60334 (orez. 2-45). Pompați apă în mantaua de răcire a chiulasei cu o presiune de 0,5 MPa (5 kgf/cm2). În 2 minute nu ar trebui să existe scurgeri de apă din chiulasă.
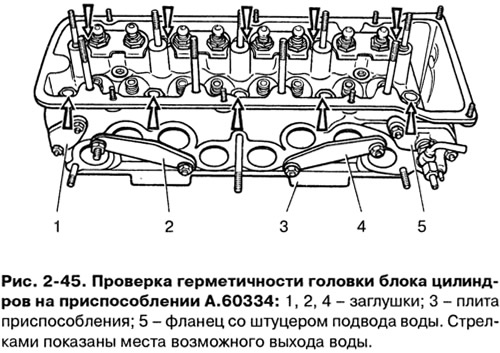
De asemenea, se poate verifica etanșeitatea chiulasei cu aer comprimat, pentru care se montează și dopurile sculei A.60334 pe chiulasă. Scufundați chiulasa într-o baie de apă încălzită la 60-80°C și lăsați-o să se încălzească timp de 5 minute. Apoi furnizați aer comprimat în interiorul capului la o presiune de 0,15-0,2 MPa (1,5-2 kgf/cm2). În 1-1,5 minute, nu trebuie observate bule de aer din cap.
Scaune supapelor
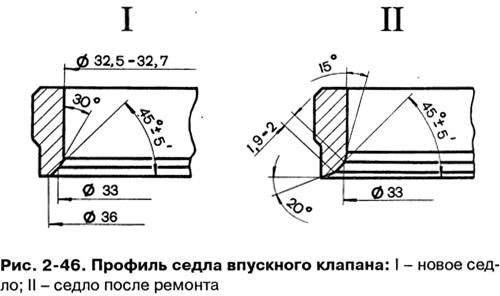
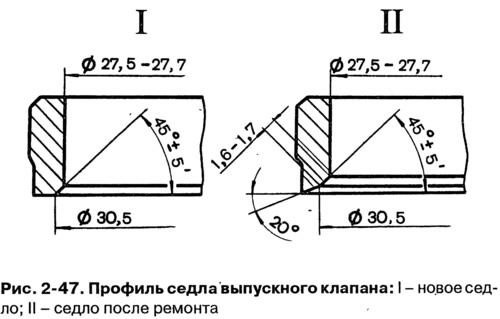
Forma teșiturilor scaunelor supapelor este prezentată în fig. 2-46 și 2-47. Pe teşiturile de lucru ale şeilor (zona de contact a supapei) nu ar trebui să existe sâmburi, coroziune sau deteriorare. Deteriorările minore pot fi reparate prin șlefuirea scaunelor, îndepărtând cât mai puțin metal. Puteți măcina atât manual, cât și cu o râșniță.
Pentru șlefuirea scaunelor, montați chiulasa pe un suport, introduceți tija A.94059 în ghidajul supapei și curățați teșiturile scaunelor de depunerile de carbon cu burghie A.94031 și A.94092 pentru scaunele supapei de evacuare și A.94003. şi A.94101 burghie pentru scaunele supapelor de admisie. Pe axul A.94058 se pun lamelele si centrate de tija de ghidare A.94059. Aceste tije sunt disponibile în două diametre diferite: A.94059/1 pentru ghidajele supapelor de admisie și A.94059/2 pentru ghidajele supapelor de evacuare.
Puneți arcul A.94069/5 pe tija de ghidare A.94059, montați pe axul A.94069 cercul conic A.94078 pentru scaunele supapei de evacuare sau cercul A.94100 pentru scaunele supapei de admisie, fixați axul într-o polizor și șlefuiți scaunul supapei (orez. 2-48).
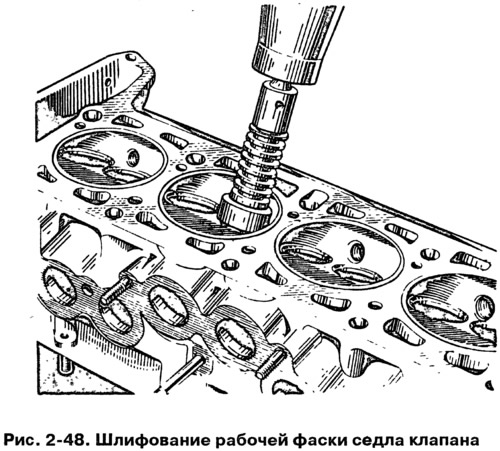
În momentul în care roata atinge scaunul, mașina trebuie pornită, altfel vor apărea vibrații și teșirea va fi incorectă. Se recomandă îmbrăcarea mai des a roții cu un instrument diamantat.
Pentru scaunele supapei de evacuare, aduceți lățimea teșiturii de lucru la valorile specificate în fig. 2-46, freza A.94031 (unghi 20°) si freza A.94092, care elimina intarirea pe diametrul interior. Pe axul A.94058 sunt puse freze freze și, la fel ca la șlefuire, sunt centrate cu tija A.94059.
La locurile supapei de admisie, aduceți lățimea teșiturii de lucru la valorile specificate în fig. 2-47, prelucrând mai întâi teșirea interioară cu o freză A.94003 (orez. 2-49) pana se obtine un diametru de 33 mm, iar apoi o tesita de 20°cu o freza A.94101 pana se obtine o tesita de lucru cu o latime de 1,9-2 mm.

Supape
Îndepărtați funinginea de pe supape. Verificați dacă tija este deformată și dacă există crăpături pe placă. Înlocuiți supapa deteriorată.
Verificați starea feței supapei. În caz de deteriorare minoră, poate fi șlefuit, menținând un unghi de teșire de 45°30’±5’. În acest caz, distanțele de la planul inferior al discului supapei la diametrele de bază (36 și 30,5 mm) ar trebui să fie în limitele prezentate în fig. 2-50.

Ghidajele supapelor
Verificați jocul dintre ghidajele supapei și tija supapei măsurând diametrul bucșei supapei și alezajul ghidajului supapei.
Jocul estimat pentru bucșe noi: 0,022-0,055 mm pentru supapele de admisie și 0,029-0,062 mm pentru supapele de evacuare; spațiu liber maxim admisibil (când este purtat) - 0,3 mm, cu condiția să nu existe zgomot crescut al mecanismului de distribuție a gazului.
Dacă jocul crescut dintre manșonul de ghidare și supapă nu poate fi eliminat prin înlocuirea supapei, atunci înlocuiți manșoanele supapei utilizând unealta A.60153/R pentru presare și presare (orez. 2-51).

Apăsați bucșele de ghidare cu inelul de reținere pus până se oprește de corpul chiulasei.
După presare, extindeți găurile din bucșele de ghidare cu alezoare A.90310/1 (pentru bucsele supapelor de admisie) și A.90310/2 (pentru bucsele supapelor de evacuare).
Când reparați motorul, înlocuiți întotdeauna capacele deflectorului de ulei cu altele noi.
Înlocuiți garniturile de ulei deteriorate cu chiulasa demontată. Pentru a presa capacele, utilizați dornul 41.7853.4016.
Izvoare
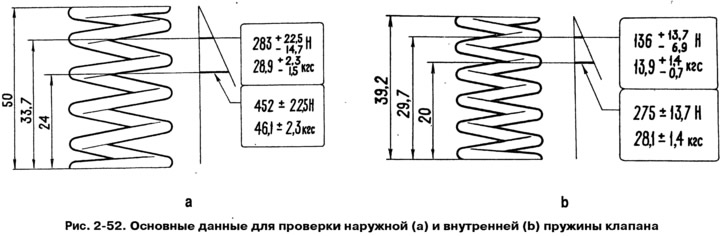
Asigurați-vă că arcurile nu sunt crăpate și elasticitatea lor nu a scăzut, pentru care verificați deformarea lor sub sarcină (orez. 2-52).
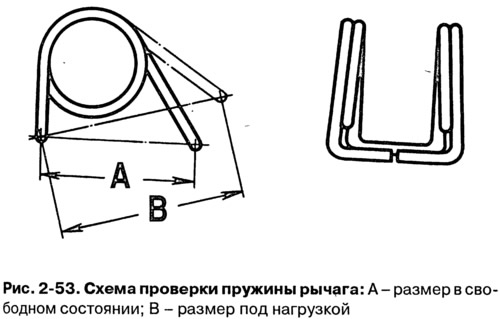
Pentru arcuri de pârghie (orez. 2-53) marimea A (primăvară liberă) ar trebui să fie de 35 mm, iar dimensiunea B sub sarcină 51-73,5 N (5,2-7,5 kgf) - 43 mm.
Șuruburi de fixare a unui cap de cilindri
Cu utilizarea repetată a șuruburilor, acestea sunt scoase. Prin urmare, verificați dacă lungimea arborelui șurubului depășește (lungimea capului nu este inclusa) 120 mm, dacă este mai mult, înlocuiți șurubul cu unul nou.
Când înlocuiți șuruburile, nu le confundați cu șuruburile de la alte motoare VAZ de același tip (2101, 21011, 2103, 2107, 2121), având șuruburi similare, dar dintr-un oțel diferit.
Șuruburile motorului 21213 au o lungime a filetului de 70 mm (alte motoare 30 mm), iar șuruburile 21213 nu au un semn distinctiv (puțuri cu diametrul de 7,5 mm) în gaura cheii.
Pârghii de supapă
Verificați starea suprafețelor de lucru ale pârghiei care se îmbină cu tija supapei, cu came arborelui cu came și cu capătul sferic al șurubului de reglare. Dacă apar urme sau urme pe aceste suprafețe, înlocuiți maneta cu una nouă.
Dacă se constată deformare sau alte deteriorări pe bucșa șurubului de reglare a pârghiei sau pe șurubul în sine, înlocuiți și aceste piese.