
Rear axle beam straightening scheme
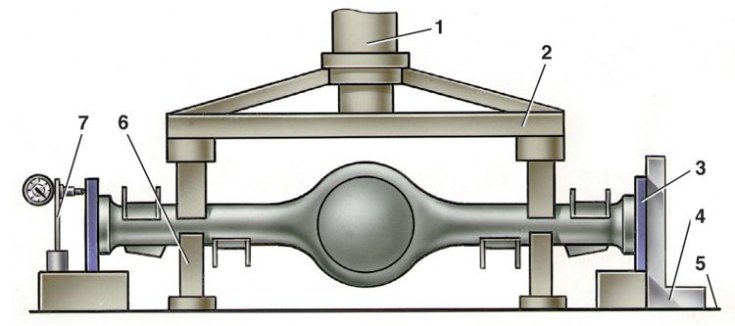
1 - hydraulic cylinder; 2 - clamping traverse; 3 - flange А.70172; 4 - square; 5 - press table; 6 - emphasis; 7 - indicator stand
1. Attach flanges A.70172 to each end of the beam (used for straightening, not for checking beams) and install it on the supports of the hydraulic press so that the ends of the clamping traverse 2 are in the deformation zone of the beam. The most probable location of the deformation zone is at a distance of 200–300 mm from the ends of the beam flanges.
2. Install the stand 7 with the indicator so that the indicator leg rests against the upper part of the side surface of the flange, and the indicator pointer is at a division equal to the value of the beam deformation, measured with a probe when checking the beam. On the other side of the beam, install either a stand with an indicator, or a square 4.
3. Installed under the beam (in the deformation zone) restrictive stops 6, straighten the beam with a hydraulic press, sequentially, in horizontal and vertical planes, controlling the results of straightening by the indicator or with a probe on the square 4.
4. The maximum force of the press when straightening the beam should not exceed 98 kN (10000 kgf), to avoid excessive deformation of the section of the casing.
Attention! With a stop height of 6, selected correctly by experience, the beam can be corrected without checking with a square or indicator.
5. Remove the beam from the press and check it as above, replacing flanges A.70172 with «verification».
6. In the absence of proper equipment, as an exception, it is allowed to edit the rear axle beam, sequentially, on each side, but with a mandatory check of the deformation of the beam on both sides (see subsection 7.4.4).