
Kľukový hriadeľ
Skontrolujte kľukový hriadeľ. Trhliny kdekoľvek na kľukovom hriadeli nie sú povolené. Škrabance, ryhy a riziká nie sú povolené na povrchoch, ktoré sa spájajú s pracovnými okrajmi upchávok. Kľukový hriadeľ je namontovaný s krajnými hlavnými čapmi na dvoch hranoloch a hádzanie sa kontroluje indikátorom v miestach označených na obr. 44. Čísla na obrázku znázorňujú prípustné hádzanie a posunutie krčkov.
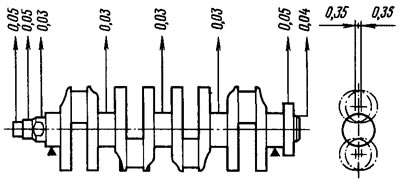
Ryža. 44. Kontrola kľukového hriadeľa
Zmerajte priemery čapu hlavnej a ojnice. Čapy by sa mali pri opotrebovaní brúsiť na priemer o 0,005 mm menší, ako je minimálny priemer pre danú veľkosť kľukového hriadeľa, a tiež v prípade, ak je oválnosť čapov väčšia ako 0,03 mm alebo majú ryhy a škrabance. Priemery krčkov normálnej veľkosti sú uvedené v tab. 1. Priemery hrdla opravných veľkostí (znížená o 0,25; 0,5; 0,75; 1,00 mm) sú rovnaké pre domorodé obyvateľstvo: 50 569 -0,02; 50 319 -0,02; 50 069 -0,02; 49,819-0,02mm; a pre ojnice: 47,60 -0,02; 47,35 -0,02; 47,10 -0,02; 46,85-0,02mm.
Brúste krčky s poklesom na najbližšiu veľkosť opravy. Vzdialenosť medzi osami ojnice a hlavnými čapmi by mala byť 35,5+0,025 -0,05 mm (zdvih 71+0,05 -0,10 mm), a polomery filiet krku sú 1,8–2,0 mm.
Po vybrúsení nesmie byť oválnosť a kužeľovitosť hlavných a ojničných čapov väčšia ako 0,005 mm a posunutie osí ojničných čapov od roviny prechádzajúcej osami ojničných a hlavných čapov musí byť±0,35 mm (pozri obr. 44). Pre kontrolu nainštalujte hriadeľ s krajnými čapmi na hranoly a nastavte hriadeľ tak, aby os čapu ojnice 1. valca bola vo vodorovnej rovine prechádzajúcej osou hlavných čapov. Potom indikátor skontroluje posun vo vertikálnom smere kľukových čapov 2., 3. a 4. valca vzhľadom na kľukový čap 1. valca. Po vybrúsení krčkov ich vyleštite diamantovou pastou alebo pastou GOI.
Po vybrúsení a následnej úprave hrdla sa zátky olejových kanálikov odstránia a následne sa frézou A.94016/10 odsunú objímky * zátok, nasadia na vreteno A.94016. Kľukový hriadeľ a jeho kanály sú dôkladne umyté, aby sa odstránili zvyšky abrazívneho materiálu, a prefúknuté stlačeným vzduchom. S tŕňom A.86010 sú zalisované nové zátky a každá je razená v troch bodoch pomocou dierovača.
* Priemer zásuviek ∅ 10 -0,036 mm.
Na prvej strane kľukového hriadeľa označte veľkosť zníženia hlavného a ojničného čapu (napríklad K 0,25; Ш 0,50).
Vložky
Na vložkách nie je možné vykonávať žiadne úpravy. V prípade odierania, rizík alebo delaminácie antifrikčnej vrstvy sú vymenené za nové. Ak sa pri kontrole vložiek ukáže, že ich ďalšie použitie je možné, skontroluje sa medzera medzi nimi a čapmi kľukového hriadeľa.
Medzeru možno určiť výpočtom meraním priemerov hrdla, lôžok pod vložkami a hrúbky vložiek. Ak vzdialenosť presahuje maximálnu povolenú hodnotu (0,1 mm pre ojnicu a 0,15 mm pre hlavné čapy), vymeňte vložky za iné so zvýšenou hrúbkou po prebrúsení krčkov. Znakom správnej montáže a spojenia hrdla s príslušnými vložkami je voľné otáčanie kľukového hriadeľa.
Ťahové polovičné krúžky
Rovnako ako na vložkách nie je možné vykonávať žiadne montážne operácie na polkrúžkoch. V prípade odierania, rizík a delaminácií vymeňte polkrúžky za nové. Polovičné krúžky sa tiež vymieňajú, ak axiálna vôľa kľukového hriadeľa prekročí maximálnu povolenú hodnotu - 0,35 mm. Nové polkrúžky sa vyberajú s menovitou hrúbkou alebo zväčšené o 0,127 mm, aby sa dosiahla axiálna vôľa 0,06-0,26 mm.
Axiálna vôľa kľukového hriadeľa sa kontroluje pomocou indikátora, ako je znázornené na obrázkuryža. 31.
Zotrvačník
Skontrolujte stav ozubeného krúžku a v prípade poškodenia zubov vymeňte zotrvačník. Povrch 1 (ryža. 45) zotrvačník pri prírube kľukového hriadeľa a na povrchu 3 pod kotúčom spojky nie sú povolené škrabance a škrabance. Nerovnosť povrchu 3 by nemala byť väčšia ako 0,06 mm.
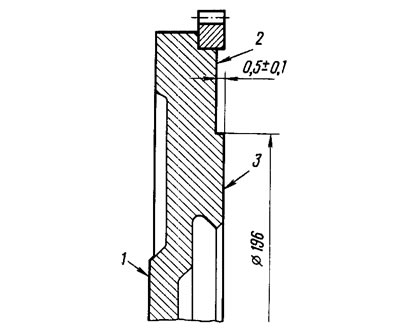
Ryža. 45. Kontrola zotrvačníka
Škrabance a ryhy na povrchu 3 sa odstránia drážkou, pričom sa odstráni kovová vrstva s hrúbkou maximálne 1 mm. Súčasne je opracovaný aj povrch 2 bez ovplyvnenia ozubeného venca a zachovania veľkosti (0,5±0,1) mm. Pri otáčaní je potrebné zabezpečiť rovnobežnosť plôch 2 a 3 vzhľadom na plochu 1. Prípustná nerovnobežnosť nie je väčšia ako 0,1 mm.
Zotrvačník sa inštaluje na tŕň, vycentruje ho pozdĺž montážneho otvoru s dôrazom na povrch 1 a kontroluje sa hádzanie rovín 2 a 3. V miestach označených šípkami na obr. 45, indikátor by nemal ukazovať údery presahujúce 0,1 mm.
Pri výmene zotrvačníka nie je potrebné ho vyvážiť.