
- apply grease FIOL-1 to splined joints;
- when connecting the parts, align the marks made on the detachable parts before disassembly;
- after assembling the spline connection, pressing the stuffing box by 0.3-0.5 mm with an axial load, crimp the clip on the groove of the fork;
- tighten the front propeller shaft yoke nut with a torque wrench (see Attachment) and check.
When assembling the intermediate support, press the bearing with a mandrel, the outer diameter of the punch of which is equal to the diameter of the bearing - 52 mm. Install the support assembly with the bearing on the shaft with a tubular mandrel of the same size.
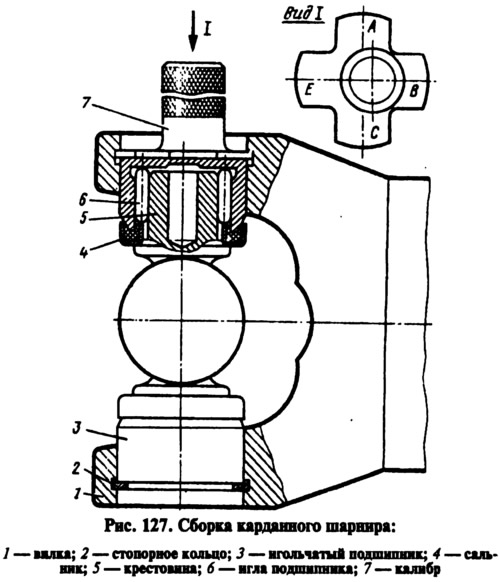
Assemble the universal joint in the following order.
Remove the old thickened grease, fill the cavities in the spikes of the cross and lubricate the inner surface of the bearing housings with FIOL-2U grease (0.4-0.6 g per bearing). Do not lubricate the spikes of the cross, so that an air cushion does not form during assembly. Insert the spikes of the cross into the fork. Put the bearing housings with needles on the spikes of the cross and press them into the fork hole with a force of 800 kgf. Install the retaining rings in the grooves of the fork in their original places according to the marks.
In case of replacement of parts of the cardan joint, select the retaining rings in thickness with the caliber 41.7834.4092, which has four petals of different thicknesses (1.53; 1.56; 1.59 and 1.62 mm). To do this, install the retaining ring 2 in the fork (pic. 127) 1.56 mm thick. When pressing bearings, when the cross rests against the bearing housing (in this case there are no gaps), using gauge 7, determine the distance between the bearing housing and the end face of the annular groove. Depending on the measured distance, taking into account the axial clearance of 0.01-0.04 mm, insert a second circlip of the appropriate thickness.
After installing the retaining rings, hit the forks with a plastic-headed hammer. Under the action of impact and resiliently compressed glands, the gap between the bottom of the bearing and the retaining ring is selected and gaps appear between the housings and the ends of the cross spikes. After assembly, check the ease of rotation of the hinge forks.