
Back panel replacement
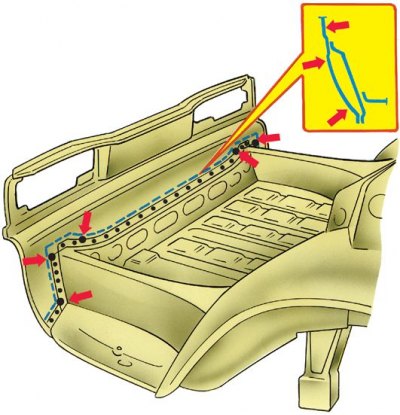
The dotted line indicates the felling lines, the dots indicate the contact welding seams. In the main view, the arrows show the places of gas welding, the arrows show a fragment of the felling place.
1. With a thin, sharp chisel, chop off the tailgate panel from the fuel tank floor, spare wheel floor, spars, panel reinforcement and remove the remaining strips of metal.
2. Align and clean the deformed edges with a grinder.
3. Install the new panel and tack it with gas welding in the places shown by the arrows in the figure. Check the correct installation of the panel by pre-installing the rear bumper.
4. Weld the rear panel by resistance welding or by electric welding in carbon dioxide atmosphere with a discontinuous seam 10 mm long every 30 mm of length.
5. Gas welding is allowed with points through 30–40 mm with brass rods L-62 or L-68.