
Rear floor replacement
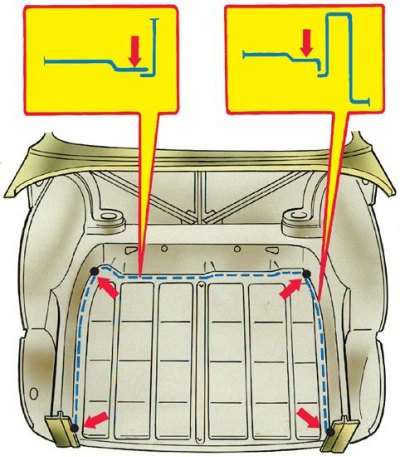
The dotted lines indicate the felling lines, on the fragments, the arrows show the felling places. On the main view, the arrows show the places of gas welding.
Replacing the floor of the fuel tank (spare wheel) and side members of the rear floor
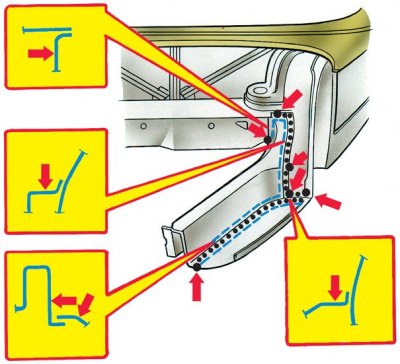
The dotted line indicates the felling lines, the dots indicate the contact welding seams. In the main view, the arrows show the places of gas welding, the arrows show the fragments of the felling place.
1. The replacement is carried out with the rear fenders, rear panel and rear panel reinforcement removed.
2. With a thin chisel, chop off the back floor. Use wire cutters to remove the remaining strips of metal, straighten and clean the deformed edges with an electric or pneumatic grinder (see fig. Rear floor replacement).
3. Cut off the fuel tank floor (spare wheel) from spars and inner arches of the rear wheels (felling lines are shown in dotted lines), remove the strips of metal and straighten the edges.
4. With a chisel, chop off the spars from the inner arches of the rear wheels and the cross member, remove the remaining strips of metal and clean the seats.
5. Install the new spars in place and grab them by gas welding with bars L-62, L-68 in the places indicated by the arrows in the figure Replacing the fuel tank floor (spare wheel) and side members of the rear floor.
6. To the bottom of the tailgate floor, weld the central amplifier, the holder with the asbestos gasket placed under it, and the main muffler mounting brackets. Perform electric welding in a carbon dioxide environment with dots every 40–50 mm using wire SV-08G1S or SV-08G2S with a diameter of 0.8 mm. Gas welding is allowed.
7. Install the tailgate floor in place and gas weld at the corners at the points indicated in the figure Replacing the fuel tank floor (spare wheel) and side members of the rear floor.
8. Install the reinforcement to the rear panel and weld by electric welding in a carbon dioxide environment with dots every 40 mm. Install the back panel in place and grab it to the body elements with gas welding (see subsection 10.8.5).
9. Weld fuel tank floor (spare wheel) gas welding at the points indicated in fig. Replacing the floor of the fuel tank (spare wheel) and side members of the rear floor.
10. Make a preliminary check of all stuck parts with hanging the rear fenders and trunk lid.
11.Eliminate assembly defects and finally weld the parts by electric welding in carbon dioxide environment with wire SV-08G1S or SV-08G2S with a discontinuous seam 10 mm long every 30 mm. The strength of the electric current is 50–90A. Gas welding with brass rods L-62 or L-68 is allowed with points through 30–40 mm.