
Hlava motora
Pred kontrolou nainštalujte hlavu valca na stojan vo forme kovového alebo dreveného rámu, odstráňte karbónové usadeniny zo stien spaľovacích komôr a z povrchu výfukových kanálov pomocou bežnej kovovej kefy alebo poháňanej elektrickej vŕtačky. Vyčistite a skontrolujte vstupné kanály a kanály prívodu oleja k pákam pohonu ventilov.
Ak sa vyskytli prípady, keď sa chladiaca kvapalina dostala do oleja, potom sa skontroluje tesnosť hlavy valca, na tento účel sa na hlavu namontujú zátky obsiahnuté v súprave A.60344 a do hlavy sa čerpá voda pod tlakom 5 kgf·m. Do 2 minút nesmie byť pozorovaný žiadny únik vody z hlavy valcov motora.
Hlavu valca môžete skontrolovať stlačeným vzduchom, pre ktorý sú diely obsiahnuté v súprave A.60334 nainštalované na hlave valca, spustite ho do kúpeľa s vodou zohriatej na 60-80°C a nechajte 5 minút zahriať. Stlačený vzduch je privádzaný dovnútra hlavy pod tlakom 1,5-2 kgf / cm2. V priebehu 1-1,5 minúty by z hlavy nemal uniknúť vzduch.
Ak sa zistia praskliny, hlava valca sa vymení.
Sedlá ventilov
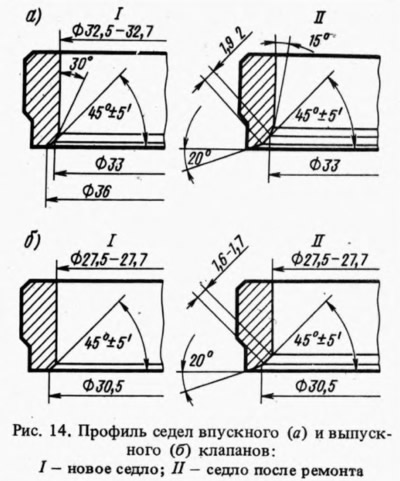
Sedlá (ryža. 14) by nemali mať na pracovných skoseniach (kontaktná plocha ventilu) jamkovanie, korózia a iné poškodenia. Drobné poškodenia povrchu pracovných fazetiek sa eliminujú brúsením brúskou alebo ručne.
Na brúsenie nainštalujte hlavu valca na stojan v kovovom alebo drevenom ráme a vložte tyč A.94059 do vedenia ventilu (existujú dve tyče rôznych priemerov: A.94059/1 pre vodidlá sacích ventilov a A.94059/2 pre objímky výfukových ventilov). Uhlíkové usadeniny a stvrdnutie sa odstraňujú zo skosenia sediel so zahĺbeniami A.94031 a A.94092 pre sedlá výfukových ventilov a zahĺbeniami A.94003 a A.94101 pre sedlá sacích ventilov. Záhlbníky sú nasadené na tŕň A.94058 a vystredené vodiacimi tyčami A.94059.
Po očistení skosení nasaďte pružinu A.94059/5 na tyč A.94059, namontujte kužeľový kruh A.94078 pre sedlá výfukových ventilov alebo kruh A.94100 pre sedlá sacích ventilov na tŕň A.94069, upevnite tŕň v brúske a vybrúste sedlo, pričom odstráňte čo najmenej kovu.
V momente, keď sa koleso dotkne sedadla, musí byť stroj vypnutý, inak dôjde k vibráciám a skosenie bude nesprávne. Odporúča sa častejšie upravovať kruh diamantom.
Po brúsení sa šírka pracovnej fazety nastaví na hodnoty uvedené na obr. 14. Na dokončenie skosenia sedla výfukového ventilu nasaďte na tŕň A.94058 zahĺbenie A.94031 (uhol 20°), potom nasaďte tŕň so zahĺbením na vodiacu tyč A.94059 a zahĺbte sedlo na ∅ 30,5 mm. Potom sa záhlbníkom A.94092 upraví šírka skosenia na 1,6-1,7 mm (pozri obr. 14b).
Na dokončenie skosenia sedla vstupného ventilu nasaďte na tŕň A.94058 zahĺbenie A.94003 a zahĺbte sedlo na ∅ 33 mm (pozri obr. 14a), potom nasaďte tŕňový záhlbník A. 94101 a nastavte šírku pracovnej fazety na 1,9-2 mm.
Ak brúsenie neodstráni poškodenie na pracovnej ploche sedadla, potom sa vymení hlava valca.
Ventily
Pred kontrolou ventilov sa z nich konvenčnou kefou alebo na leštiacom stroji s rotačnými kefami odstraňujú karbónové usadeniny, potom sa skontroluje, či nie je tyč deformovaná, či nie sú na doske praskliny, či nie je pracovná hrana príliš opotrebovaná alebo poškodené. V prípade deformácie tyče a prasklín v doske sa ventil vymení. Ak dôjde k miernemu poškodeniu pracovného skosenia ventilu, potom sa tento brúsi na brúske, pričom sa udržiava uhol skosenia 45°30'±5' a uistite sa, že hrúbka valcovej časti kotúča ventilu po brúsenie nie je menšie ako 0,5 mm a na tom výfukovom ventile nebola odstránená vrstva tvrdej zliatiny nanesená na skosenie.
Vodidlá ventilov
Pri kontrole vodidiel ventilov skontrolujte medzeru medzi nimi a driekmi ventilov meraním priemeru drieku ventilu a otvoru vodiaceho puzdra. Medzera musí zodpovedať údajom v tabuľke. 2, Ak je to viac ako prijateľné, ventil sa vymení. Ak nadmernú vôľu medzi vedením ventilu a driekom ventilu nie je možné opraviť samotnou výmenou ventilu, vymeňte vedenie ventilu. Na túto operáciu by sa malo použiť A.60153/R1. Vodiace puzdrá sú s nasadeným poistným krúžkom zatlačené, kým sa krúžok nezastaví v rovine hlavy valcov. Ak chcete vymeniť dve vodiace puzdrá sacích a výfukových ventilov 1. a 4. valca, odskrutkujte dva čapy zaisťujúce puzdro ložiska vačkového hriadeľa, pretože prekážajú pri inštalácii tŕňa.
Po inštalácii vodiacich puzdier vyvŕtajte otvory pomocou výstružníkov (A.90310/1 pre priechodky sacích ventilov a A.90310/2 pre priechodky výfukových ventilov). Potom sa sedlo ventilu prebrúsi a šírka pracovného skosenia sa upraví na požadované rozmery, ako je uvedené vyššie.
Uzávery deflektorov oleja pre vodiace puzdrá
Uzáverom nie je dovolené odlepovať gumu od výstuže, praskliny a nadmerné opotrebovanie pracovnej hrany. Pri oprave motora sa odporúča vždy vymeniť guferá za nové.
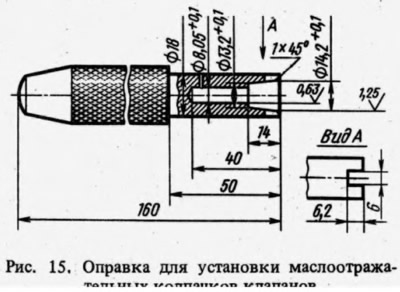
Poškodené tesnenia driekov ventilov sa odporúča vymeniť s odstránenou hlavou valcov, aby sa drieky ventilov neohli. Na lisovanie uzáverov použite tŕň 41.7853.4016 (ryža. 15).
Ventilové páky
Na ventilových pákach sa kontroluje stav pracovných plôch v kontakte s driekom ventilu, s vačkou vačkového hriadeľa a s guľovým koncom nastavovacej skrutky. Ak majú škrabance alebo riziká, páka sa vymení za novú. Ak sa zistí deformácia alebo iné poškodenie na puzdre nastavovacej skrutky alebo na samotnej skrutke, potom sa poškodené časti tiež vymenia.
Ventilové pružiny a ventilové páky
Pružiny sú kontrolované na pružnosť a praskliny. Elasticita ventilových pružín sa kontroluje dĺžkou pružiny vo voľnom stave (39,2 mm vnútorné a 50 mm vonkajšie) a pri zaťažení: 13,9 kgf a (28,1±1,4) kgf pre domácich (pričom dĺžka by mala byť rovná 29,7 a 20 mm); 28,9+2,3 -1,5 kgf a (46,1±2,3) kgf pre vonkajšie použitie (pričom dĺžka sa rovná 33,7 a 24 mm).
Údaje na kontrolu pružín páky ventilu sú nasledovné. Dĺžka pružiny vo voľnom stave je 35 mm a pri zaťažení 5,2-7,5 kgf - 43 mm.
Tesnenie hlavy valcov
Plochy tesnenia musia byť hladké, bez priehlbín, prasklín, opuchov a zlomov. Oddelenie obkladového materiálu od výstuže nie je dovolené. Na lemovaní otvorov by nemali byť žiadne praskliny, vyhorenia a delaminácie.
Poznámky
1. Stupňovitý tŕň s priemerom 12,5 a dĺžkou 58 mm. Priemer strediacej stopky 7,75 mm.