
Głowica cylindra
Przed sprawdzeniem zainstaluj głowicę cylindrów na stojaku w postaci metalowej lub drewnianej ramy, usuń osady węgla ze ścian komór spalania iz powierzchni kanałów wydechowych za pomocą konwencjonalnej metalowej szczotki lub napędzanej wiertarki elektrycznej. Oczyść i sprawdź kanały wlotowe i kanały doprowadzające olej do dźwigni napędu zaworów.
Jeżeli zdarzały się przypadki przedostawania się płynu chłodzącego do oleju, to sprawdza się szczelność głowicy, w tym celu zakłada się na głowicę korki z zestawu A.60344 i pompuje do głowicy wodę pod ciśnieniem ok. 5 kgf·m. W ciągu 2 minut nie powinno być widać wycieku wody z głowicy cylindrów silnika.
Możesz sprawdzić głowicę cylindrów za pomocą sprężonego powietrza, dla którego części zawarte w zestawie A.60334 są instalowane na głowicy cylindrów, opuszczane do kąpieli wodnej podgrzanej do 60-80°C i pozostawione do ogrzania przez 5 minut. Sprężone powietrze jest dostarczane do wnętrza głowy pod ciśnieniem 1,5-2 kgf / cm2. W ciągu 1-1,5 minuty powietrze nie powinno uchodzić z głowy.
W przypadku stwierdzenia pęknięć głowica cylindrów jest wymieniana.
Gniazda zaworowe
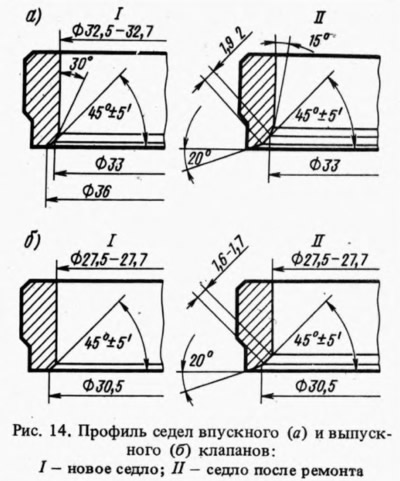
Siodła (Ryż. 14) nie powinien mieć na fazach roboczych (obszar styku zaworu) wżery, korozję i inne uszkodzenia. Drobne uszkodzenia powierzchni faz roboczych eliminuje się szlifując szlifierką lub ręcznie.
Do szlifowania zamontować głowicę cylindrów na stojaku w metalowej lub drewnianej ramie i włożyć pręt A.94059 w prowadnicę zaworu (występują dwa pręty o różnych średnicach: A.94059/1 do prowadnic zaworów dolotowych i A.94059/2 do tulei zaworów wydechowych). Osady węglowe i stwardnienia są usuwane z faz gniazd za pomocą pogłębiaczy A.94031 i A.94092 do gniazd zaworów wylotowych oraz pogłębiaczy A.94003 i A.94101 do gniazd zaworów dolotowych. Pogłębiacze są nakładane na trzpień A.94058 i centrowane za pomocą prętów prowadzących A.94059.
Po oczyszczeniu skosów założyć sprężynę A.94059/5 na pręt A.94059, założyć koło stożkowe A.94078 dla gniazd zaworów wydechowych lub koło A.94100 dla gniazd zaworów dolotowych na trzpieniu A.94069, zamocować trzpień w szlifierce i wyszlifuj gniazdo, usuwając przy tym jak najmniej metalu.
W momencie zetknięcia się koła z gniazdem maszyna musi być wyłączona, w przeciwnym razie wystąpią drgania i faza będzie nieprawidłowa. Zaleca się częstszą edycję koła z rombem.
Po szlifowaniu szerokość fazy roboczej jest dostosowywana do wartości wskazanych na ryc. 14. Aby wykończyć fazowanie gniazda zaworu wydechowego, na trzpień A.94058 nałóż pogłębiacz A.94031 (kąt 20°), następnie nałożyć trzpień z pogłębiaczem na prowadnicę A.94059 i pogłębić gniazdo na ∅ 30,5 mm. Następnie za pomocą pogłębiacza A.94092 ustawia się szerokość fazowania na 1,6-1,7 mm (patrz ryc. 14b).
Aby wykończyć fazowanie gniazda zaworu dolotowego, nałóż pogłębiacz A.94003 na trzpień A.94058 i pogłębij gniazdo na ∅ 33 mm (patrz ryc. 14a), następnie nałóż pogłębiacz trzpieniowy A. 94101 i doprowadź szerokość fazy roboczej do 1,9-2 mm.
Jeśli szlifowanie nie usunie uszkodzeń powierzchni roboczej gniazda, głowica cylindra jest wymieniana.
Zawory
Przed sprawdzeniem zaworów osady węgla są z nich usuwane za pomocą konwencjonalnej szczotki lub na polerce ze szczotkami obrotowymi, po czym sprawdzają, czy pręt nie jest zdeformowany, czy na płycie nie ma pęknięć, czy faza robocza nie jest zbyt zużyta lub uszkodzony. W przypadku odkształcenia pręta i pęknięć w płycie zawór jest wymieniany. W przypadku nieznacznego uszkodzenia skosu roboczego zaworu należy go zeszlifować na szlifierce zachowując kąt skosu 45°30'±5' i upewniając się, że grubość cylindrycznej części grzybka po szlifowanie jest nie mniejsze niż 0,5 mm i aby zawór wydechowy nie został usunięty warstwa twardego stopu osadzona na skosie.
Prowadnice zaworów
Podczas sprawdzania prowadnic zaworów należy sprawdzić szczelinę między nimi a trzpieniami zaworów, mierząc średnicę trzpienia zaworu i otwór tulei prowadzącej. Luka musi odpowiadać danym w tabeli. 2, jeśli jest to więcej niż akceptowalne, zawór jest wymieniany. Jeśli nadmiernego luzu między prowadnicą zaworu a trzpieniem zaworu nie można skorygować poprzez samą wymianę zaworu, należy wymienić prowadnicę zaworu. Do tej operacji należy użyć A.60153/R1. Tuleje prowadzące są wciskane z założonym pierścieniem ustalającym, aż pierścień zatrzyma się w płaszczyźnie głowicy cylindrów. Aby wymienić dwie tuleje prowadzące zaworów dolotowych i wydechowych 1. i 4. cylindra, odkręć dwa kołki mocujące obudowę łożyska wałka rozrządu, ponieważ przeszkadzają w montażu trzpienia.
Po zamontowaniu tulei prowadzących wywierć w nich otwory rozwiertakami (A.90310/1 dla tulei zaworów wlotowych i A.90310/2 dla tulei zaworów wydechowych). Następnie szlifuje się gniazdo zaworu i dopasowuje szerokość skosu roboczego do wymaganych wymiarów, jak wskazano powyżej.
Nasadki deflektora oleju do tulei prowadzących
Nakładki nie dopuszczają do odklejania się gumy od zbrojenia, pęknięć oraz nadmiernego zużycia krawędzi roboczej. Podczas naprawy silnika zaleca się zawsze wymianę uszczelek olejowych na nowe.
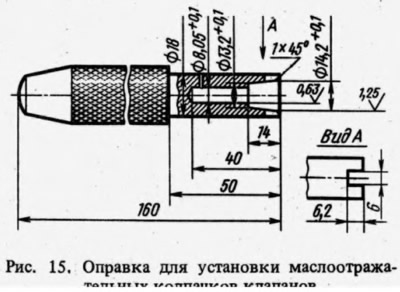
Zaleca się wymianę uszkodzonych uszczelnień trzonków zaworów przy zdjętej głowicy, aby nie wygiąć trzonków zaworów. Do dociśnięcia zaślepek użyj trzpienia 41.7853.4016 (Ryż. 15).
Dźwignie zaworów
Przy dźwigniach zaworów sprawdza się stan powierzchni roboczych stykających się z trzonkiem zaworu, z krzywką wałka rozrządu oraz z kulistym końcem śruby regulacyjnej. Jeśli mają zadrapania lub ryzyko, dźwignia zostaje wymieniona na nową. W przypadku stwierdzenia deformacji lub innych uszkodzeń na tulei śruby regulacyjnej lub na samej śrubie, uszkodzone części również podlegają wymianie.
Sprężyny zaworów i dźwignie zaworów
Sprężyny są sprawdzane pod kątem elastyczności i pęknięć. Elastyczność sprężyn zaworowych jest sprawdzana przez długość sprężyny w stanie swobodnym (39,2 mm wewnątrz i 50 mm na zewnątrz) i pod obciążeniem: 13,9 kgf i (28,1±1,4) kgf dla krajowych (natomiast długość powinna wynosić odpowiednio 29,7 i 20 mm); 28,9+2,3 -1,5 kgf i (46,1±2,3) kgf na zewnątrz (natomiast długość wynosi odpowiednio 33,7 i 24 mm).
Dane do sprawdzania sprężyn dźwigni zaworu są następujące. Długość sprężyny w stanie swobodnym wynosi 35 mm, a pod obciążeniem 5,2-7,5 kgf - 43 mm.
Uszczelka głowicy cylindra
Powierzchnie uszczelki muszą być gładkie, wolne od wgnieceń, pęknięć, zgrubień i załamań. Niedopuszczalne jest odrywanie się materiału okładziny od zbrojenia. Na krawędziach otworów nie powinno być pęknięć, przepaleń i rozwarstwień.
Notatki
1. Trzpień stopniowany o średnicy i długości odpowiednio 12,5 i 58 mm. Średnica trzpienia centrującego 7,75 mm.