
General cleaning and inspection
Wash the cylinder block thoroughly and clean the oil passages. Blow and dry the cylinder block with compressed air, especially the oil passages.
Inspect the cylinder block. If there are cracks in the bearings or elsewhere in the cylinder block, it must be replaced.
Checking the tightness of the cylinder block
If there is a suspicion that coolant has entered the crankcase, then on a special stand you can check the tightness of the cylinder block. To do this, after plugging the holes in the cooling jacket of the cylinder block, inject water at room temperature into it at a pressure of 0.3 MPa (3 kgf/cm2). Within two minutes, there should be no leakage of water from the cylinder block.
If oil gets into the coolant, then without completely disassembling the engine, check for cracks in the cylinder block in the areas of the oil channels. To do this, drain the coolant from the cooling system, remove the cylinder head, fill the cooling jacket of the cylinder block with water and supply compressed air to the vertical oil channel of the cylinder block. If air bubbles appear in the water filling the cooling jacket, replace the cylinder block.
Cylinders
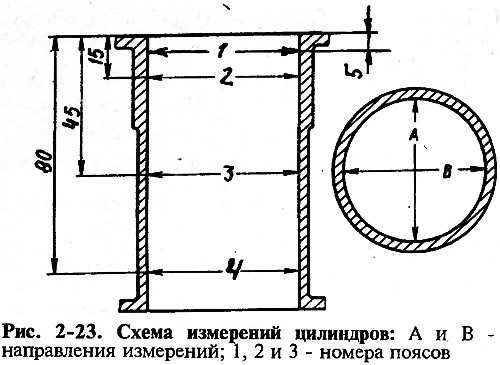
Check if the wear of the cylinders exceeds the maximum allowable - 0.15 mm. Cylinder diameter is measured with a bore gauge (pic. 2-22) in four zones, both in the longitudinal and transverse direction of the engine (pic. 2-23). Caliber 67.8125.9501 is used to set the inside gauge to zero.

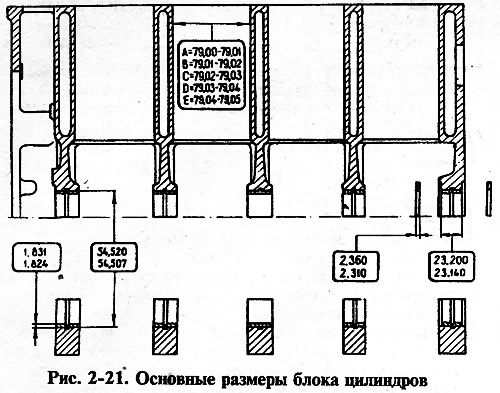
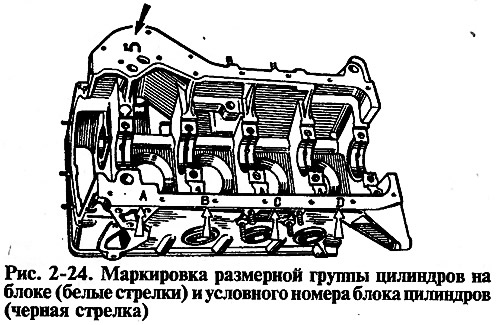
Note. The cylinders of the block are divided in diameter by 0.01 mm into five classes: A, B, C, D, E. The cylinder class is marked on the lower plane of the block (pic. 2-24). On the same plane, as well as on the main bearing caps, the conditional number of the cylinder block is stamped, which indicates that the covers belong to this block
In belt zone I, the cylinders practically do not wear out. Therefore, by the difference in measurements in the first and other zones, one can judge the amount of cylinder wear.
If the maximum wear value is more than 0.15 mm, bore the cylinders to the nearest repair size of the pistons (enlarged by 0.4 or 0.8 mm), leaving an allowance of 0.03 mm for the honing diameter. Then honing the cylinders, maintaining such a diameter that when installing the selected repair piston, the estimated gap between it and the cylinder was 0.06-0.08 mm (since 1988 the gap has been reduced to 0.05-0.07 mm).
Head parting plane
There may be deformations on the split plane of the cylinder block with the head, so check the split plane with a ruler and a set of feeler gauges. The ruler is installed along the diagonals of the plane and in the middle in the longitudinal direction and across. If the flatness exceeds 0.1 mm, replace the cylinder block.