
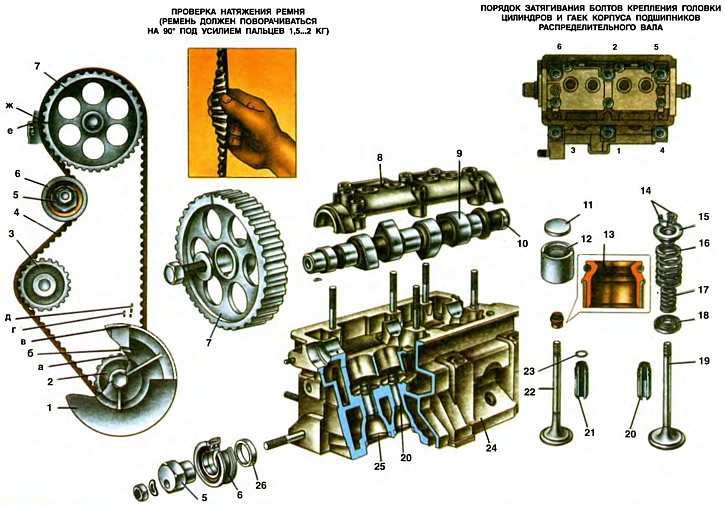
1. Hnacia kladka generátora. 2. Hnacia kladka vačkového hriadeľa. 3. Remenica čerpadla chladiacej kvapaliny. 4. Rozvodový remeň vačkového hriadeľa. 5. Excentrická os napínacieho valca. 6. Napínací valec. 7. Remenica vačkového hriadeľa. 8. Puzdro ložiska vačkového hriadeľa. 9. Vačkový hriadeľ. 10. Excentr na vačkovom hriadeli na pohon palivového čerpadla. 11. Nastavovacia podložka. 12. Zdvíhač ventilov. 13. Olejový uzáver. 14. Ventilové sušienky. 15. Doska pružiny ventilu. 16. Vonkajšia pružina ventilu. 17. Vnútorná pružina ventilu. 18. Podoprite pružiny podložiek. 19. Vstupný ventil. 20. Vedenie sacieho ventilu. 21. Vedenie výfukového ventilu. 22. Výfukový ventil. 23. Poistný krúžok. 24. Hlava valca. 25. Sedlo ventilu. 26. Dištančný krúžok.
a - štítok c. m.t.piesty na ozubenej remenici
b - montážna značka na kryte olejového čerpadla
c - značka c. m t piestov na hnacej kladke generátora
g - značka predstihu zapaľovania o 5°na prednom kryte ozubeného remeňa
e - značka časovania zapaľovania ka 0°na prednom kryte ozubeného remeňa
e - značka inštalácie (úponka) na zadnom kryte ozubeného remeňa
g - značka zarovnania na remenici vačkového hriadeľa
Mechanizmus distribúcie plynu
Mechanizmus distribúcie plynu zabezpečuje naplnenie valcov motora čerstvou náplňou horľavej zmesi a uvoľňovanie výfukových plynov v súlade s požiadavkami pracovného procesu v každom z valcov motora. Tento mechanizmus sa vyznačuje horným in-line usporiadaním ventilov.
Vačkový hriadeľ 9, ktorý ovláda otváranie a zatváranie ventilov, je umiestnený v hlave 24 valcov a je poháňaný od kľukového hriadeľa pružným ozubeným remeňom 4 so 111 zubami. Ventily 19 a 22 sú ovládané priamo vačkami vačkového hriadeľa cez valcové ventilové zdvihátka 12, bez medziľahlých pák. V objímke posúvača sa nachádza nastavovacia podložka 11, ktorej výber reguluje vôľu v mechanizme pohonu ventilu.
Ozubený remeň tiež poháňa remenicu 3 čerpadla chladiacej kvapaliny. Napínací valec 6 slúži na napnutie pásu. Otáča sa okolo excentrickej osi 5 napínacieho valca, pripevneného k hlave valca na čape cez dištančný krúžok 26. Otáčaním osi 5 voči upevňovaciemu čapu sa mení napnutie remeňa. Napnutie remeňa sa považuje za normálne, ak v strednej časti vetvy medzi kladkami vačkového hriadeľa a kľukového hriadeľa je remeň skrútený o 90°silou prstov 1,5... 2 kgf. Ak je sila pod normálom, uvoľnite maticu napínacieho valca, otočte jeho os šesťhrannou hlavou o 10... 15°proti smeru hodinových ručičiek a utiahnite maticu osky. Otočením kľukového hriadeľa v smere hodinových ručičiek pre skrutku zaisťujúcu hnaciu kladku alternátora o dve otáčky skontrolujte napnutie remeňa. Ak napnutie nie je dostatočné, potom sa operácia napínania remeňa zopakuje. Matica na upevnenie osi napínacieho valca je utiahnutá krútiacim momentom 4 kgf·m. Nedovoľte nadmerné napnutie pásu, pretože to výrazne zníži jeho životnosť.
Od roku 1989 sa namiesto ozubeného remeňa s polkruhovými zubami používa remeň s drážkami na vrcholoch zubov (trapézové zuby). V súlade s tým sa zmenil aj profil žľabov na ozubených kladkách. Tieto remene sú úplne zameniteľné, t.j. remeň s drážkami na zuboch môže byť inštalovaný na remenice s polkruhovými dutinami a naopak.
Od roku 1996 je inštalovaný napínací valec 6 s plastovým lemom. Navyše sa inštaluje bez osi 5 priamo na čap a dištančný krúžok má iné rozmery (vonkajší priemer 28 mm, vnútorný priemer 10,1 mm a hrúbka 7±1 mm). Pri nastavovaní napnutia remeňa sa valček otáča špeciálnym kľúčom s dvoma čapmi, ktoré zapadajú do dvoch otvorov na vnútornom krúžku valčeka.
Remenica 7 pohonu vačkového hriadeľa a remenica 3 čerpadla chladiacej kvapaliny sú vyrobené lisovaním zo spekaného kovu. Ozubená remenica 2 pohon vačkového hriadeľa (vedenie) má 21 zubov, je s kľúčom na prednom konci kľukového hriadeľa. Vačkový hriadeľ kladky 7 (otrok) má 42 zubov, je namontovaný na kľúči na prednom konci vačkového hriadeľa a zaistený skrutkou a podložkou.
Vďaka určitej orientácii klinových drážok v hnacej 2 a hnanej 7 remenici vzhľadom na zuby a ich zodpovedajúcemu záberu s ozubeným remeňom je zabezpečené požadované časovanie ventilov. Kontrola správnej vzájomnej polohy hnacích kladiek sa vykonáva nasledovne: kľukový hriadeľ sa otáča v smere hodinových ručičiek do polohy, v ktorej je piest prvého valca v c. kompresný zdvih m.t (oba ventily sú zatvorené a značka je v. m.t. piesty na kladke 1 pohonu generátora kľukového hriadeľa sú zarovnané so značkou b na kryte olejového čerpadla). V tomto prípade sa značka w musí zhodovať so značkou e na zadnom kryte ozubeného remeňa a značka na zotrvačníku musí byť oproti strednej časti stupnice na držiaku olejového tesnenia zadného kľukového hriadeľa (pozri kap. 9).
Ak sa značky nezhodujú, potom uvoľnite remeň pomocou napínacieho valčeka, vyberte kladku 7 z vačkového hriadeľa, opravte polohu tejto kladky, znova nasaďte remeň na kladku a mierne napnite napínacou kladkou. Opäť skontrolujte zhodu zarovnávacích značiek otočením kľukového hriadeľa o dve otáčky v smere hodinových ručičiek.
Kľukový hriadeľ otáčajte len s namontovaným hnacím remeňom vačkového hriadeľa a len skrutkou hnacej kladky generátora v smere uťahovania skrutky (v smere hodinových ručičiek). Nie je dovolené otáčať kľukovým hriadeľom pomocou remenice vačkového hriadeľa alebo jeho upevňovacej skrutky.
Pri ukladaní vačkového hriadeľa do ložísk 24 hlavy valcov musí poloha vačiek vačkového hriadeľa 9 prvého valca zodpovedať uzavretému stavu oboch ventilov a kľukový hriadeľ musí byť v polohe c. m.t. kompresný zdvih prvého valca (značka a je zarovnaná so značkou 6).
Pri montáži kladky 7 sa tiež uistite, že klietka w na kladke je približne oproti značke e na ochrannom kryte zadného ozubeného remeňa. Prípustný nesúlad nie je väčší ako dva zuby remenice, inak sa ventily štvrtého valca opierajú o piest. Z tohto dôvodu tiež nie je dovolené otáčať a otáčať vačkové a kľukové hriadele pred inštaláciou remeňa.
Vačkový hriadeľ
Vačkový hriadeľ 9, liatina, má tri ložiskové čapy s priemerom 24,931... 24,915 mm, ktoré sa otáčajú v objímkach. Vyrobené v hlave valcov 24 a kryte 8 ložísk vačkového hriadeľa. Otvory pre ložiská vačkového hriadeľa s priemerom 25 000... 25 025 mm sú opracované v zložení hlavy valcov s puzdrom ložiska vačkového hriadeľa, čo zabezpečuje vysokú presnosť, správny geometrický tvar otvorov a ich súososť. Na vačkovom hriadeli je excentr 10 pre pohon palivového čerpadla. Zadný koniec vačkového hriadeľa má drážku na pripojenie k snímaču krútiaceho momentu iskry systému zapaľovania motora.
Z axiálnych pohybov je vačkový hriadeľ držaný prítlačným ramenom hriadeľa, ktoré sa nachádza medzi koncom zadnej podpery hriadeľa a krytom pomocných jednotiek. Medzera 0,15... 0,53 mm medzi prítlačným ramenom hriadeľa v sedle zadného ložiska a čelnou stranou bezpečnostného pásu krytu pomocnej jednotky, určená rozdielom v hrúbke ramena a hĺbke drážka v zadnej podpere uzavretá puzdrom, zaisťuje voľné otáčanie hriadeľa.
Na zvýšenie odolnosti proti opotrebeniu sú pracovné plochy excentrických vačiek a povrch čapu vačkového hriadeľa pod olejovým tesnením bielené. Hĺbka vybielenej vrstvy nie je menšia ako 0,2 mm. Tvrdosť vačiek a excentra nie je menšia ako 50 jednotiek na stupnici «S» Rockwellov nástroj (HRC>50).
Ventily
ventily (sanie 19 a výfuk 22), ktoré slúžia na periodické otváranie a zatváranie otvorov sacích a výfukových kanálov, sú umiestnené v hlave valcov šikmo v jednom rade. Hlava sacieho ventilu má väčší priemer pre lepšie plnenie valcov a čelo výfukového ventilu, ktoré pracuje pri vysokých teplotách v agresívnom prostredí výfukových plynov, má prekrytie žiaruvzdornou zliatinou. Výfukový ventil je navyše vyrobený z kompozitu: vreteno je vyrobené z chrómniklovo-molybdénovej ocele s lepšou odolnosťou voči opotrebeniu, treniu a tepelnou vodivosťou na odvod tepla z hlavy ventilu do jeho vodiaceho puzdra a hlava je vyrobená z tepla -odolná chrómniklovo-mangánová oceľ. Vstupný ventil je vyrobený z chrómovej silikónovej ocele.
Priemer driekov ventilov je 7,985...8,00 mm, uhol pracovného skosenia je 45°30'.
Vonkajší priemer hlavy sacieho ventilu je 35 mm (37 mm pre motor 11113), a výfuk - 31,5 mm.
Vodiace puzdrá
Vodiace puzdrá sacích 20 a výfukových 21 ventilov sú vyrobené z liatiny, zalisované do hlavy s presahom 0,063... 0,108 mm a sú chránené pred prípadnou stratou poistnými krúžkami 23. Otvory v puzdrách sú nakoniec opracovaný v zostave s hlavou valca, čo zaisťuje malý priemer tolerančných otvorov a presnosť jeho umiestnenia vo vzťahu k pracovným skoseniam sedla a ventilu.
Otvory vodiacich puzdier majú špirálové drážky na mazanie. Puzdrá 20 sacieho ventilu sú drážkované až do polovice dĺžky otvoru a puzdrá 21 výfukového ventilu sú drážkované pozdĺž celej dĺžky otvoru.
Vonkajší priemer priechodiek je 14,040...14,058 mm, vnútorný priemer je 8,022...8,040 mm na priechodke vstupného ventilu a 8,029...8,047 na priechodke výfukového ventilu.
Na vodiacich puzdrách sú nasadené deflektorové uzávery 13 z fluorokaučuku s oceľovým výstužným krúžkom, ktoré prekrývajú driek ventilu a slúžia na obmedzenie prenikania oleja do spaľovacej komory cez medzery medzi vodiacim puzdrom a driekom ventilu..
Pružiny
pružiny (vonkajších 16 a vnútorných 17) zatlačte ventil na sedlo a nedovoľte, aby sa zdvihák ventilu vysunul z ovládača. Spodné konce pružín spočívajú na podpornej podložke 18 pružín. Horná oporná doska 15 ventilových pružín je držaná na drieku ventilu dvomi krekrami 14 ventilu, ktoré majú v zloženom stave tvar zrezaného kužeľa. Krekry majú tri vnútorné objímky, ktoré zapadajú do zodpovedajúcich drážok na driekoch ventilov. Táto konštrukcia poskytuje spoľahlivé spojenie a možnosť otáčania ventilov počas prevádzky, takže sa opotrebúvajú rovnomernejšie.
Tlačidlá
Ventilové zdvihátka 12 sú navrhnuté tak, aby prenášali silu z vačiek vačkového hriadeľa na ventily. Tlačidlá sú vyrobené vo forme valcových pohárov s priemerom 35,275... 35,295 mm a sú umiestnené vo vodiacich štrbinách hlavy valca s medzerou 0,025... 0,070 mm. V koncovom vybraní posúvača je umiestnená nastavovacia podložka 11 určitej hrúbky, ktorá poskytuje potrebnú vôľu medzi vačkou vačkového hriadeľa a posúvačom s podložkou. Podložky 11 sú vyrobené z ocele 20X a podrobené nitrokarburizácii, ktorá zabezpečuje tvrdosť ich povrchu 58 jednotiek na stupnici «S» Rockwellov nástroj (58 HRC).
Pri bežiacom motore sa posúvače v dôsledku posunutia kontaktnej zóny s vačkami o 1 mm vzhľadom na os otáčajú okolo svojich osí, čo zaisťuje rovnomerné opotrebovanie pozdĺž vonkajšieho priemeru.