
Examinare
Spălați bine blocul cilindrilor și curățați canalele de ulei. După suflare și uscare cu aer comprimat, inspectați blocul cilindrilor. Nu sunt permise fisuri în orice loc al blocului cilindric.
Dacă există suspiciunea că lichidul de răcire a intrat în carter, atunci etanșeitatea blocului de cilindri este verificată pe un suport special. Pentru a face acest lucru, după astuparea găurilor din mantaua de răcire a blocului cilindric, se injectează apă la temperatura camerei la o presiune de 3 kgf / cm2. În 2 minute nu ar trebui să existe scurgeri de apă din blocul cilindrilor.
Dacă uleiul intră în lichidul de răcire, atunci fără dezasamblarea completă a motorului, ei verifică dacă există fisuri în blocul cilindrilor în zonele canalelor de ulei. Pentru a face acest lucru, goliți lichidul de răcire din sistemul de răcire, îndepărtați chiulasa, umpleți mantaua de răcire a blocului cilindric cu apă și. alimentarea cu aer comprimat canalului vertical de ulei al blocului cilindrilor. Dacă apar bule de aer în mantaua de răcire, înlocuiți blocul cilindrilor.
Verificați planul blocului cilindric cu capul folosind o riglă și un set de palpatoare. Rigla este instalată de-a lungul diagonalelor planului și în mijloc în direcția longitudinală și transversală. Dacă planeitatea depășește 0,1 mm, blocul cilindrilor este înlocuit.
Reparatie cilindru
Verificați dacă uzura cilindrilor depășește maximul admis - 0,15 mm. Diametrul cilindrului este măsurat de un etrier în patru zone atât în direcția longitudinală, cât și în cea transversală a motorului (orez. 43). Calibrul A.96137 este folosit pentru a seta ecartamentul interior la zero. În zona curelei / cilindrilor practic nu există uzură. Prin urmare, prin diferența de măsurători în prima și în celelalte zone, se poate aprecia uzura cilindrilor.
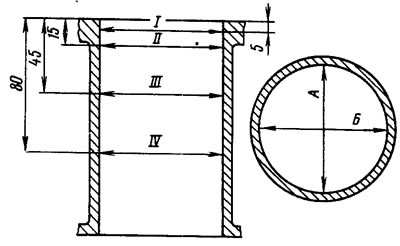
Orez. 43. Schema de măsurare a cilindrilor: A și B sunt direcțiile măsurătorilor; I-IV - numere de centură
Dacă uzura maximă a cilindrilor în zona curelei II (zona de uzura maxima) depășește 0,15 mm sau distanța dintre piston și cilindru în zona curelelor III și IV depășește 0,15 mm, apoi cilindrii sunt alezați la cea mai apropiată dimensiune de reparație, lăsând o admisie de 0,03 mm pentru diametrul pentru șlefuire. Apoi, cilindrii sunt șlefuiți, menținând un astfel de diametru încât la instalarea pistonului de reparare selectat, spațiul dintre acesta și cilindru este de 0,025–0,045 mm.