
Installing the piston pin on tool 02.7853.9500 to press it into the piston and connecting rod head
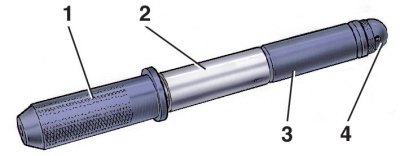
1 - fixture roller; 2 - piston pin; 3 - guide; 4 - stop screw
Pressing the piston pin into the upper head of the connecting rod
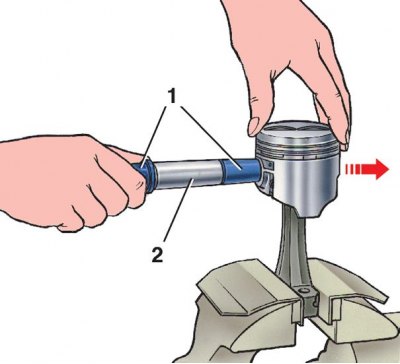
1 - fixture 02.7853.9500; 2 - piston pin
The piston must rest on the connecting rod head in the direction of the arrow.
1. Since the pin is inserted into the upper head of the connecting rod with an interference fit, heat the connecting rod to 2400°C to expand its head. To do this, place the connecting rods in the electric furnace, directing the upper heads of the connecting rods into the furnace.
2. In an oven already heated to 2400°C, the connecting rods are placed for 15 minutes.
3. To properly connect the pin to the connecting rod, press the pin in as soon as possible, as the connecting rod cools quickly and after cooling it will not be possible to change the position of the pin.
4. Prepare the finger for assembly in advance by putting it on roller 1 (see fig. Installing the piston pin on tool 02.7853.9500 to press it into the piston and connecting rod head) fixture 02.7853.9500, installing guide 3 at the end of this roller and fixing it with screw 4. Tighten the screw loosely so that jamming does not occur when the finger expands from contact with the heated connecting rod.
5. Quickly clamp the connecting rod removed from the oven in a vise. Place the piston on the connecting rod, making sure that the hole for the pin coincides with the hole in the upper head of the connecting rod.
6. Using tool 02.7853.9500, push the fixed piston pin into the piston bore and into the upper head of the connecting rod (see fig. Pressing the piston pin into the upper head of the connecting rod) so that the shoulder of the tool is in contact with the piston.
7. During this operation, the piston must be pressed by the boss against the upper head of the connecting rod in the direction of pressing the pin, shown by the arrow (see fig. Pressing the piston pin into the upper head of the connecting rod). Thus, the finger will take the correct position.
Attention! If there is an oil outlet hole on the bottom head of the connecting rod, then the piston must be connected to the connecting rod so that the mark «P» on the piston was from the side of the oil outlet hole on the lower head of the connecting rod.
8. After the connecting rod has cooled, lubricate the pin with engine oil through the holes in the piston bosses.
9. Lubricate the grooves on the piston and piston rings with engine oil and install the rings on the piston. Orient the piston rings so that the upper compression ring lock is at an angle of 30-45°to the piston pin axis, the lower compression ring lock is at an angle of approximately 180°to the top compression ring lock axis, and the oil scraper ring lock is at an angle of 30-45°to the axis of the piston pin between the locks of the compression rings.
10. Install the lower compression ring with the groove down (see fig. The main dimensions of the piston, connecting rod, piston pin and piston rings). If the ring is marked "Top" or "TOR", then install the ring with the mark up (to the bottom of the piston).
11. Before installing the oil scraper ring, check that the joint of the spring expander is located on the side opposite to the ring lock. If the chamfers on the outer surface of the oil scraper ring are not symmetrical (such rings were used until 1988.), then such a ring must be installed with chamfers up. The connecting rod is processed together with the cover and therefore the connecting rod covers are not interchangeable.
12. In order not to confuse them during assembly, the number of the cylinder in which they are installed is stamped on the connecting rod and the corresponding cover. When assembling, the numbers on the connecting rod and cap must be on the same side.