
Examination
Thoroughly wash the cylinder block and clean the oil channels. After blowing and drying with compressed air, inspect the cylinder block. Cracks in any places of the cylinder block are not allowed.
If there is a suspicion that coolant has entered the crankcase, then the tightness of the cylinder block is checked on a special stand. To do this, by plugging the holes in the cooling jacket of the cylinder block, water at room temperature is injected into it at a pressure of 3 kgf / cm2. Within 2 minutes there should be no leakage of water from the cylinder block.
If oil gets into the coolant, then without complete disassembly of the engine, they check for cracks in the cylinder block in the areas of the oil channels. To do this, drain the coolant from the cooling system, remove the cylinder head, fill the cooling jacket of the cylinder block with water, and. supply compressed air to the vertical oil channel of the cylinder block. If air bubbles appear in the cooling jacket, replace the cylinder block.
Check the plane of the cylinder block with the head using a ruler and a set of feelers. The ruler is installed along the diagonals of the plane and in the middle in the longitudinal direction and across. If the flatness exceeds 0.1 mm, the cylinder block is replaced.
Cylinder repair
Check whether the wear of the cylinders exceeds the maximum allowable - 0.15 mm. Cylinder diameter is measured by a caliper in four zones both in the longitudinal and transverse directions of the engine (pic. 43). Caliber A.96137 is used to set the inside gauge to zero. In the zone of the belt / cylinders there is practically no wear. Therefore, by the difference in measurements in the first and other zones, one can judge the wear of the cylinders.
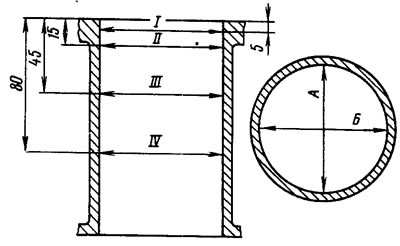
Pic. 43. Scheme for measuring cylinders: A and B are the directions of measurements; I-IV - belt numbers
If the maximum wear of the cylinders in the belt zone II (zone of maximum wear) exceeds 0.15 mm or the gap between the piston and cylinder in the zone of belts III and IV exceeds 0.15 mm, then the cylinders are bored to the nearest repair size, leaving an allowance of 0.03 mm for the diameter for honing. Then the cylinders are honed, maintaining such a diameter that when installing the selected repair piston, the gap between it and the cylinder is 0.025–0.045 mm.