
Badanie
Dokładnie umyj blok cylindrów i oczyść kanały olejowe. Po przedmuchaniu i osuszeniu sprężonym powietrzem sprawdź blok cylindrów. Pęknięcia w dowolnym miejscu bloku cylindrów są niedozwolone.
Jeśli istnieje podejrzenie, że płyn chłodzący dostał się do skrzyni korbowej, szczelność bloku cylindrów jest sprawdzana na specjalnym stojaku. W tym celu po zatkaniu otworów w płaszczu chłodzącym bloku cylindrów wtryskuje się do niego wodę o temperaturze pokojowej pod ciśnieniem 3 kgf/cm2. W ciągu 2 minut nie powinno dojść do wycieku wody z bloku cylindrów.
Jeśli olej dostanie się do płynu chłodzącego, to bez całkowitego demontażu silnika sprawdzają pęknięcia bloku cylindrów w obszarach kanałów olejowych. Aby to zrobić, spuść płyn chłodzący z układu chłodzenia, wyjmij głowicę cylindrów, napełnij płaszcz chłodzący bloku cylindrów wodą i. doprowadź sprężone powietrze do pionowego kanału olejowego bloku cylindrów. Jeśli w płaszczu chłodzącym pojawią się pęcherzyki powietrza, wymień blok cylindrów.
Sprawdź płaszczyznę bloku cylindrów z głowicą za pomocą linijki i zestawu czułków. Linijka jest instalowana wzdłuż przekątnych płaszczyzny i pośrodku w kierunku wzdłużnym i poprzecznym. Jeśli płaskość przekracza 0,1 mm, blok cylindrów jest wymieniany.
Naprawa cylindra
Sprawdź, czy zużycie cylindrów przekracza maksymalne dopuszczalne - 0,15 mm. Średnica cylindra jest mierzona suwmiarką w czterech strefach zarówno w kierunku wzdłużnym, jak i poprzecznym silnika (Ryż. 43). Kaliber A.96137 służy do ustawiania wskaźnika wewnętrznego na zero. W strefie pasa/cylindrów praktycznie nie ma zużycia. Dlatego na podstawie różnicy pomiarów w pierwszej i innych strefach można ocenić zużycie cylindrów.
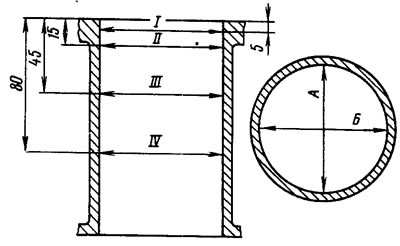
Ryż. 43. Schemat cylindrów pomiarowych: A i B to kierunki pomiarów; I-IV - numery pasów
Jeśli maksymalne zużycie cylindrów w strefie pasa II (strefa maksymalnego zużycia) przekroczy 0,15 mm lub szczelina między tłokiem a cylindrem w strefie pasów III i IV przekroczy 0,15 mm, wówczas cylindry wierci się do najbliższego rozmiaru naprawy pozostawiając 0,03 mm naddatku na średnicę do honowania. Następnie cylindry są honowane, zachowując taką średnicę, aby podczas montażu wybranego tłoka naprawczego szczelina między nim a cylindrem wynosiła 0,025–0,045 mm.