
Drill out with a drill ∅ 6 mm the resistance welding points of the sidewall 2 (pic. 175) with mudguard 12, sidewall and front end connector 9, inner windscreen pillar 1, roof beams and reinforcements, tailgate groove, inner sidewall panel 7, extensions, plug (right side only), overlays 5 and amplifiers 8 sidewalls.
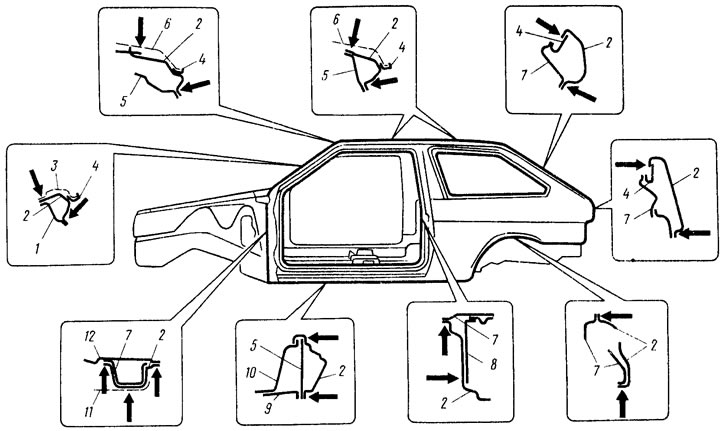
Pic. 175. Replacement of the side panel: 1 - inner pillar of the wind window; 2 - replaceable side panel; 3 - wind window frame panel; 4 - drain grooves; 5 - overlays; 6 - roof panel; 7 - inner side panel; 8 - sidewall amplifiers; 9 - sidewall connectors; 10 - floor panel; 11 - front wing; 12 - mudguard; The arrows on the fragments show the places of drilling of resistance welding points
Remove the side panel, straighten the edges of the mating parts and clean them with a grinder on both sides. Drilled with a drill ∅ 5 mm (drilling points on body pillars are shown in fig. 176) holes on the edges of the new panel at the welding points with the following spacing: with the roof panel in the door opening 40 mm, with the windscreen frame panel 45 mm, in the tailgate opening 60 mm (at the bottom on a length of 140 mm in increments of 30 mm), with plug (only for right side) 35 mm, with the inner side panel from the back panel to the bottom trim 30 mm, in other places 40 mm.
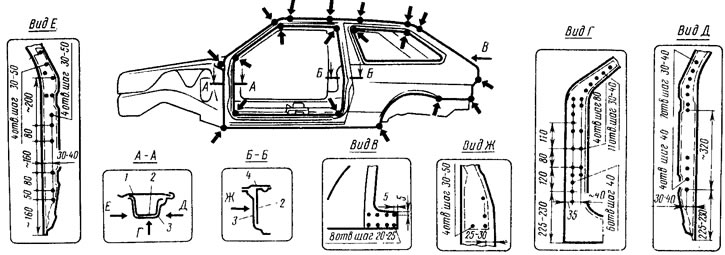
Pic. 176. Sidewall welding points on the body pillars: 1 - mudguard; 2 - rack amplifiers; 3 - side panel, 4 - inner side panel
Clean the edges of the panel, install it on the body and fix it with grippers. They put the doors, front fender in place and check the fit of the sidewall for uniform gaps with doors and fenders on both sides of the car. Weld the panel at the corners with gas welding (in fig. 176 welding points are shown by arrows with dots). As a solder, you can use one of the brass rods L62, L63, LNKMts with a diameter of 2-3 mm.
The fit of the panel is checked, the doors and the fender are removed and the side panel is welded along the drilled points by electric welding in a carbon dioxide environment with a Sv.08G1S wire with a diameter of 0.8 mm. At the end of welding, painting work is carried out and the removed components and parts are put in place.