Telescopic stand
Wash all parts with gasoline or kerosene and dry them. Check that the parts comply with the following requirements:
- the disks of the compression and recoil valves, as well as the bypass valve plate, must not be deformed; non-flatness of the bypass valve plate is allowed no more than 0.05 mm;
- the working surfaces of the piston, piston ring, guide sleeve, rod, cylinder, recoil buffer plunger and valve parts must be free of scoring, dents and wear marks that could affect the normal operation of the rack;
- the working edges of the stuffing box must be free of damage and wear;
- risks, scuffing and delamination of the fluoroplastic layer at the rod guide sleeve are not allowed;
- the springs of the recoil and compression valves, as well as the recoil buffer plungers, must be intact and sufficiently elastic;
- the inner surface of the rack housing must be clean, without scratches and damage, the thread must be in good condition; check the tightness of the rack body with air under pressure of 3 kgf / cm2;
- the rack body, bracket, spring cup and swing arm must not be deformed or damaged;
- The compression stroke buffer and protective cover must not be damaged.
Welding (welding) racks are not allowed, as this may affect the change in wheel alignment and the performance of the rack.
Suspension arms
Deformation of suspension arms is determined by tool 67.7851.9508. The lever assembly with the ball joint is installed so that the centering mandrel articulates with the taper of the ball joint pin of the lever, and the locating pins of the fixture go into the middle and outer holes of the lever. A sign of deformation is the impossibility of inserting the setting fingers into the lever hole without force or poor articulation of the mandrel with the cone of the hinge pin.
Ball joints
Make sure that the hinge covers are intact. Breaks, cracks, delamination of rubber from metal fittings, traces of lubricant leakage through the cover are unacceptable. A slight extrusion of lubricant through the sprue hole in the body of the ball joint is allowed.
Check for wear on the working surfaces of the ball joints by manually turning the ball pin. Significant (over 0.5 mm) finger play and jamming are unacceptable. An accurate check of the state of the ball joint by the value of the radial and axial clearance is carried out on the fixture 32.8701.9502. To do this, install a steam hinge 1 (pic. 95, a) into the socket of the device and clamp it with a screw. Indicator 2 is installed in the fixture bracket so that its leg rests against the side surface of the hinge body, and the indicator needle is at zero.
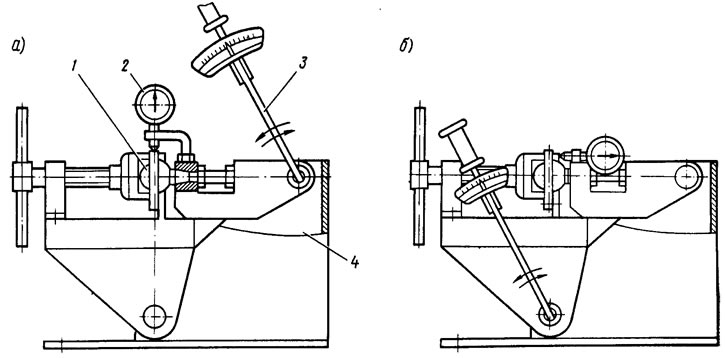
Pic. 95. Checking the ball joint for fixtures 02.8701.9503
A torque wrench 3 is installed in the upper socket of the fixture and, applying a moment of 20 kgf-m to it alternately in both directions, the total radial clearance in the ball joint is determined by the indicator. If it exceeds 0.5 mm, the hinge is replaced with a new one.
Similarly, the axial clearance in the ball joint is checked, after changing its fastening in the fixture, as shown in Fig. 95b. Axial clearance in the hinge is also allowed no more than 0.5 mm.
Roll Stabilizer
Check whether the rod is deformed and whether its ends are in the same plane; if the deformation is insignificant, then the rod is straightened, with a significant deformation it is replaced. Check the condition and safety of the pillows in the boom brackets. If worn or damaged, the pads are replaced. Check the deformation of the stabilizer struts with a caliber; if the gauge pins do not fit into the rack holes, replace it.
Suspension springs
Check the springs carefully. If cracks or deformation of the coils are found, replace the spring with a new one. To check the draft of the spring, it is pressed three times until the coils touch, then a force of 325 kgf is applied to the spring. Spring height H (pic. 96) under such a load should be at least 201 mm. The compression of the spring is carried out along its axis; the support surfaces must match the surfaces of the support cups on the telescopic pole. If the yellow marked spring (class A) has a length of more than 207 mm, change its marking to green (class B).
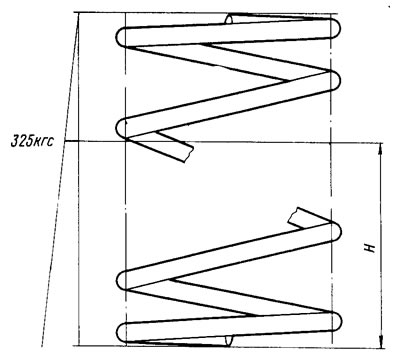
Pic. 96. Parameters for checking spring shrinkage
Stretch marks and rubber-metal hinges
The deformation of the stretch marks is determined by the tool 67.7851.9509. With a slight deformation, the stretch is straightened on the press. If it is impossible to edit, replace the stretch with a new one.
The signs by which the need to replace the hinges is determined are described above in Sec. «Determining the technical condition of suspension parts on a car».
Top support of the telescopic pole
Checking the elastic characteristic (draft) upper support, applying a force of 700 kgf to the bearing (pic. 97) supports and measuring the distance A from the end of the bearing to the end of the outer housing of the support. This distance should not exceed 27 mm. Otherwise, replace the support with a new one.
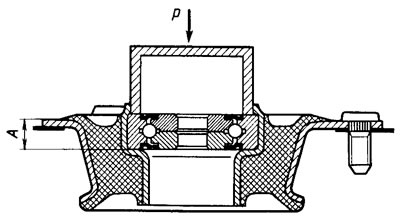
Pic. 97. Checking elastic deformation (precipitation) top support
Make sure that the bearing has no axial movement in the support housing. The bearing must not be corroded, damaged or seized due to wear. In these cases, replace the bearing with a new one. Check the condition of the support housing. Rubber delamination, gusts, cracks are not allowed.
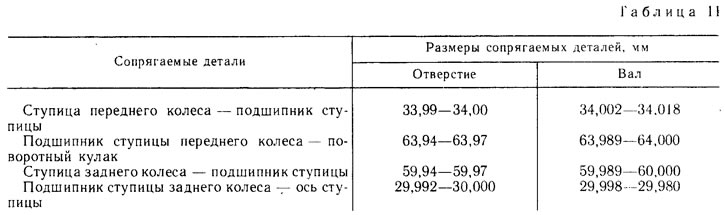
The dimensions of the main mating parts are given in table. eleven.