
Install fixture (pic. 190) on the bottom of the body and a new bracket. The bracket is welded at the joints to the bottom of the body by electric welding in a carbon dioxide environment.
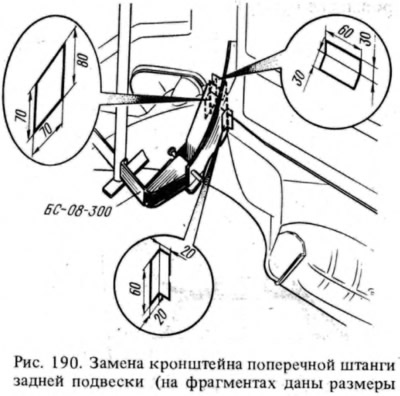
Reinforcing pads are made, the dimensions of which are shown in the figure. The material for the overlays can be steel St. 3 with a thickness of 1.5-2 mm. Seats for reinforcing pads are cleaned from paint and welded by electric welding in a carbon dioxide environment. Welding areas are cleaned, degreased with a rag soaked in white spirit and primed using primer GF-073. After 7-10 minutes, anti-noise mastic BPM-1 is applied to the repaired area (see sect. "Body anti-corrosion protection").